Discussion here:
RPM to drill aluminum or steel?
If the formula is correct-
3mm = 0.11811"
600/ 0.11811 = 5080RPM for aluminium
oh man the cheap drill press I ordered a have maximum RPM is 3100 🙁 aluminum
You don't need a high RPM, you just need enough pressure to cut a solid chip. If you have a dull drill that won't cut, higher RPM is not the answer. You need to press harder to get the cutting edge under the chip.
The RPM is more of an upper limit so people don't burn out drills.
On the other hand if the drill catches, you might want to dull the edge a bit. Drill makers design bits differently depending on what material will be used and generic drills can benefit from some dulling if you are working with some metals.
The RPM is more of an upper limit so people don't burn out drills.
On the other hand if the drill catches, you might want to dull the edge a bit. Drill makers design bits differently depending on what material will be used and generic drills can benefit from some dulling if you are working with some metals.
oh man the cheap drill press I ordered a have maximum RPM is 3100 🙁 aluminum
My machine has the maximum speed is 3500RPM, but it works fine, even with 0,1" drill. You must be patient, don't push it hard.
Sajti
My machine has the maximum speed is 3500RPM, but it works fine, even with 0,1" drill. You must be patient, don't push it hard.
Sajti
Lower RPM is fine but it's actually better to push a bit (within reason). The larger chip will remove heat better. Inadequate pressure will just heat things up making the aluminum mushy and sticky for the tapping process.
Last edited:
Lower RPM is fine but it's actually better to push a bit (withing reason). The larger chip will remove heat better. Inadequate pressure will just heat things up making the aluminum mushy and sticky for the tapping process.
I never had a problem with it. This is one of my prototype heatsink, during board replacement.
Sajti
Attachments

Some weeks I drill and tap thousands of holes in aluminum. I'm speaking from experience. The inadequate pressure really shows up when drilling stainless steel. The metal will harden instantly from the heat and become impossible to drill.
thank for all tips like I will practice first on scrap aluminum pieces first to see what is my feeling on how the drill press goes or better said what is the sweet spot of pressure I know for sure I'm gonna break a few drill for sure
tap cutting oil check
adequate pressure check
practice first check
tap cutting oil check
adequate pressure check
practice first check
Attachments

Use lots of coolant and you shouldn't break any bits. In a drill press the bit is held straight so it's hard to break. In a hand drill you can easily push sideways which makes it easy to break.
thank for all tips like I will practice first on scrap aluminum pieces first to see what is my feeling on how the drill press goes or better said what is the sweet spot of pressure I know for sure I'm gonna break a few drill for sure
tap cutting oil check
adequate pressure check
practice first check
The lubricant is important, because the aluminium will fiil up the drill, and it will brake for sure. If you don't see the shavings coming out continously, just remove the drill from the hole, and add some more lubricant, before continue.
Sajti
Last edited:
M3 drilling success
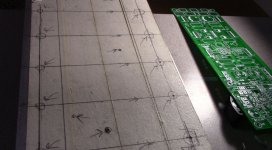
hello guys good news for me doing this for the first time I was able to do the drilling also Mr. ST gave me good advice and does work really well I mark the drilling with an automatic puncher then I use a 2mm drill bit after the drill bit holes are done then I use the 2.5mm all using the special oil for this purpose the speed of my cheap drill press was set to 3200 rpm after all holes are redone to 2.5mm then I remove the belt from the drill press also the spring tension that kept the handles with pressure off and I again use tapping oil place the tap drill bit then I begin giving a few turn slowly and I was able to get good results on tapping them
I'm really surprise that I was able to do that now I can finally continue with Arc welder that PCB I used as template for the drilling
hello guys good news for me doing this for the first time I was able to do the drilling also Mr. ST gave me good advice and does work really well I mark the drilling with an automatic puncher then I use a 2mm drill bit after the drill bit holes are done then I use the 2.5mm all using the special oil for this purpose the speed of my cheap drill press was set to 3200 rpm after all holes are redone to 2.5mm then I remove the belt from the drill press also the spring tension that kept the handles with pressure off and I again use tapping oil place the tap drill bit then I begin giving a few turn slowly and I was able to get good results on tapping them
I'm really surprise that I was able to do that now I can finally continue with Arc welder that PCB I used as template for the drilling
Attachments




Excellent.
I too have a cheap drill press and have had no problems with drilling/ tapping aluminium heatsinks with lubricant. However the Sanken transistors required double the amount of holes and it was a looong process.
Waiting for your listening impressions.
I too have a cheap drill press and have had no problems with drilling/ tapping aluminium heatsinks with lubricant. However the Sanken transistors required double the amount of holes and it was a looong process.
Waiting for your listening impressions.
The lubricant is important, because the aluminium will fiil up the drill, and it will brake for sure. If you don't see the shavings coming out continously, just remove the drill from the hole, and add some more lubricant, before continue.
Sajti
And if the bit isn't sharp don't attempt a deep hole before sharpening it. Watch out for pure aluminium (as opposed to free-machining Al alloys), it clogs horribly (like copper), and is very prone to friction and heating.
With deep holes you should always peck-drill (clearing the workpiece to check for debris building up in the drill flutes).
continue with drilling subject
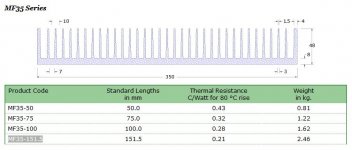
not to promote anything but the heat sink I got them from Conrad Heatsinks the ones I have are part number MF35-151.5 and to describe when I was drilling with no problem I think is because the special oil that I use "Rapid Tap" cutting fluid
oh I mention the website because in Puerto Rico where I live is difficult to get heat sink and usually they are really expensive to get but from this website the price was about right 🙂
Conrad Heatsinks
not to promote anything but the heat sink I got them from Conrad Heatsinks the ones I have are part number MF35-151.5 and to describe when I was drilling with no problem I think is because the special oil that I use "Rapid Tap" cutting fluid
oh I mention the website because in Puerto Rico where I live is difficult to get heat sink and usually they are really expensive to get but from this website the price was about right 🙂
Conrad Heatsinks
Attachments
Last edited:

Don't forget the heatsink on the driver transistors.
All the best to everyone for Christmas
yes of course I got that not installed 😛 yet Merry Christmas


Hi,
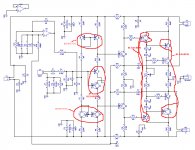
I want to build a slewmaster wit Sanken Output Transistors SC6145/2SA2223.
What Transistors should I use as second Driver (Q107/108), the same SC6145/2SA2223?
I think you should be fine just make sure to use a heat sink for both driver "I forgot mines" and bias transistor I got my other board ready to test soon 🙂
Attachments

SMD Transistors for Kypton-ND
Hi,
I’am thinking about making a small Kypton-ND SMD PCB.
So I was looking for SMD PNP/NPN Pairs. I found following:
1. BC846BPN -> matched, but tiny
2. HN1B01F -> large, but no Info about matching
3. BC817DPN -> large, but no Info about matching
All transistors seem to be no low noise types, like the BC850/60.
What Transistor should I prefer?
Or do you have any other suggestions?
Hi,
I’am thinking about making a small Kypton-ND SMD PCB.
So I was looking for SMD PNP/NPN Pairs. I found following:
1. BC846BPN -> matched, but tiny
2. HN1B01F -> large, but no Info about matching
3. BC817DPN -> large, but no Info about matching
All transistors seem to be no low noise types, like the BC850/60.
What Transistor should I prefer?
Or do you have any other suggestions?
Attachments
BC846BPN isn't a matched pair, it just shares the same package for thermal coupling. They work well but are a bit miserable to install by hand.
- Home
- Amplifiers
- Solid State
- Slewmaster - CFA vs. VFA "Rumble"