I made the platter and secondary spindle. I have done 2D CAD drawings of the platters. I made a plug and had the GM blanks cast but I have had issues with voids and impurities in the castings The GM platter on my TT is slightly smaller in OD because I had to turn it down to remove these voids. So I will not be making anymore GM platters.
I'm in the process of making 2 more platters. 1 will be 20mm POM bolted to an OEM aluminium platter and the other will be a 40mm POM with 10mm gunmetal insert in the bottom. This GM will use one of the bad platters but I will turn the OD to 290mm which will remove the voids.
Both of these are experimental.
I have 4 SP10mk2's and all of the platters the damping material fixed to the bottom has started to come away and has hardened, rendering it ineffective. This damping has been removed 20mm POM will be bolted to the top and Dynamat Xterme fixed to the bottom.
The other POM platter will be 40mm deep with a gunmetal insert in the bottom to keep COM low and provide a good mounting face for the motor.
Both of these platters will get a secondary spindle.
I'm in the process of making 2 more platters. 1 will be 20mm POM bolted to an OEM aluminium platter and the other will be a 40mm POM with 10mm gunmetal insert in the bottom. This GM will use one of the bad platters but I will turn the OD to 290mm which will remove the voids.
Both of these are experimental.
I have 4 SP10mk2's and all of the platters the damping material fixed to the bottom has started to come away and has hardened, rendering it ineffective. This damping has been removed 20mm POM will be bolted to the top and Dynamat Xterme fixed to the bottom.
The other POM platter will be 40mm deep with a gunmetal insert in the bottom to keep COM low and provide a good mounting face for the motor.
Both of these platters will get a secondary spindle.
Attachments



As I understand the electronic design the mass of the platter should be important. The weight of the subplatter plus the rubber mat and the upper platter should be the same as the new one. If you increase the weight of the platter it will have an effect on the speed control unit. The MKIII has a complete different speed control design. There are a lot of people using heavy platter on a normal MKII version and the bearing is almost dead. The small bearing mirror made of plastic is not usefull for higher weights.
May it is possible to design a top platter made of POM with the same weight as the original platter including rubber mat.
May it is possible to design a top platter made of POM with the same weight as the original platter including rubber mat.
The following is a extract from a White Paper I posted on the CLD Plinth Thread.
There is information contained that shows other Countries Options to acquire a version of a Densified Wood, that is comaparative in properties to Panzerholz.
_____________________________________________________________
Panzerholz compressed wood (Delignit), is an extremely hard multi-layered
sheet material produced in Germany. It is manufactured from beech veneers and synthetic adhesives under heat and a high pressure.
Under these conditions the veneers are compressed to half their original thickness. The material is used for security panels, tooling, jigs, moulds, transformer parts, support for liquid natural gas tanks, neutron shielding and audio component cases.
Another product produced in Germany by Deutsche Holzveredelung is Dehonit, a compressed laminated wood manufactured from high-quality selected beech veneers coated or impregnated with a special synthetic phenolic adhesive.
It is pressed under high pressure and temperature to form a laminate material.
In France, Permawood, also known as Lignostone, is a laminated densified wood according to the DIN 7707 and IEC 61061 standards (DIN 1979; IEC 2006), made of beech veneers laminated together using synthetic adhesive that harden under pressure and heat.
In the United States, densified wood is on the market under the trade names Permali and Insulam.
These materials are densified, phenolic impregnated and laminated
products made from beech veneers, and are laminated with cross-directional fibres.
The veneers are impregnated under vacuum and then densified through the application of heat and pressure.
The result is a homogeneous material with high strength and
toughness and excellent dimensional stability and dielectric properties. The product is used for electric power equipment, structural supports in cryoenvironments and electrical insulation for rail transportation vehicles.
In Australia, Insulcul Services Ltd. is producing densified wood manufactured
from beech veneers, impregnated with a synthetic adhesive and densified under high pressure and temperature.
The veneers are compressed at 90 °C, resulting in a material with uniform strength and stability.
The product is used by the electrical power industry.
In Italy, a laminated and densified beech products (RANPREX) is produced by
Rancan Srl. The product is impregnated with special thermosetting adhesive and densified at high pressure and temperature. The product is an excellent electrical and thermal insulator, with good physical and mechanical characteristics under 120 D. Sandberg compression and bending loads and with good impact resistance.
The material is also self-lubricating and extremely resistant to wear.
It is used for many different applications; it is used in the electrical power distribution industry, for support beams, treaded rods, compression blocks and pressure rings.
Adhesive-impregnated laminated densified wood products are also produced in India by, e.g. Surendra Composites Private Ltd.
They produce laminates of adhesive-impregnated veneer, which are used for electrical power transmission equipment and machine parts.
Olympus Corp. in Japan has developed a three-dimensional moulding process
for wooden materials in which the density of a piece of cypress wood can be
increased from approximately 450 kg/m3 to more than 1000 kg/m3.
The resulting material is thin enough to be used as a casing material for electronic products, but is much harder than, e.g. ABS plastics and polycarbonate-adhesive-based engineering plastics that are normally used in such applications.
MyWood2 Corporation (Iwakura, Aichi, Japan) manufactures densified solid
cedar wood products.
Their primary market is flooring in Japan and China and the
products are also sold for use in furniture.
The MyWood2 product is wood impregnated with a polymer to provide resistance to water, and compressed to approximately 50 % of its original volume.
There is information contained that shows other Countries Options to acquire a version of a Densified Wood, that is comaparative in properties to Panzerholz.
_____________________________________________________________
Panzerholz compressed wood (Delignit), is an extremely hard multi-layered
sheet material produced in Germany. It is manufactured from beech veneers and synthetic adhesives under heat and a high pressure.
Under these conditions the veneers are compressed to half their original thickness. The material is used for security panels, tooling, jigs, moulds, transformer parts, support for liquid natural gas tanks, neutron shielding and audio component cases.
Another product produced in Germany by Deutsche Holzveredelung is Dehonit, a compressed laminated wood manufactured from high-quality selected beech veneers coated or impregnated with a special synthetic phenolic adhesive.
It is pressed under high pressure and temperature to form a laminate material.
In France, Permawood, also known as Lignostone, is a laminated densified wood according to the DIN 7707 and IEC 61061 standards (DIN 1979; IEC 2006), made of beech veneers laminated together using synthetic adhesive that harden under pressure and heat.
In the United States, densified wood is on the market under the trade names Permali and Insulam.
These materials are densified, phenolic impregnated and laminated
products made from beech veneers, and are laminated with cross-directional fibres.
The veneers are impregnated under vacuum and then densified through the application of heat and pressure.
The result is a homogeneous material with high strength and
toughness and excellent dimensional stability and dielectric properties. The product is used for electric power equipment, structural supports in cryoenvironments and electrical insulation for rail transportation vehicles.
In Australia, Insulcul Services Ltd. is producing densified wood manufactured
from beech veneers, impregnated with a synthetic adhesive and densified under high pressure and temperature.
The veneers are compressed at 90 °C, resulting in a material with uniform strength and stability.
The product is used by the electrical power industry.
In Italy, a laminated and densified beech products (RANPREX) is produced by
Rancan Srl. The product is impregnated with special thermosetting adhesive and densified at high pressure and temperature. The product is an excellent electrical and thermal insulator, with good physical and mechanical characteristics under 120 D. Sandberg compression and bending loads and with good impact resistance.
The material is also self-lubricating and extremely resistant to wear.
It is used for many different applications; it is used in the electrical power distribution industry, for support beams, treaded rods, compression blocks and pressure rings.
Adhesive-impregnated laminated densified wood products are also produced in India by, e.g. Surendra Composites Private Ltd.
They produce laminates of adhesive-impregnated veneer, which are used for electrical power transmission equipment and machine parts.
Olympus Corp. in Japan has developed a three-dimensional moulding process
for wooden materials in which the density of a piece of cypress wood can be
increased from approximately 450 kg/m3 to more than 1000 kg/m3.
The resulting material is thin enough to be used as a casing material for electronic products, but is much harder than, e.g. ABS plastics and polycarbonate-adhesive-based engineering plastics that are normally used in such applications.
MyWood2 Corporation (Iwakura, Aichi, Japan) manufactures densified solid
cedar wood products.
Their primary market is flooring in Japan and China and the
products are also sold for use in furniture.
The MyWood2 product is wood impregnated with a polymer to provide resistance to water, and compressed to approximately 50 % of its original volume.
warrjon,
Sorry to hear about the GM casting issues. It looked so promising. Thanks for your continuing efforts with the platter. Hopefully you will meet with success.
R,
Don
Hi Don,
Yes it was disappointing that the quality of the raw casings was not up to my expectation. My 2 GM platters are OK. I had to reduce OD to 315mm to remove most of the impurities. This makes the gap in the platter recess a little large for my liking. I had a second batch cast using a larger OD plug but these were worse. there are voids in the casting and the castings were warped significantly.
It was Bon's idea to make a POM platter. Between the 2 of us we ended up deciding to bond the POM to SS and in my case GM to provide stability to the POM (it has a tendency to warp when machined) The SS and GM also keeps COM low.
Bon's background is in seismic modeling so he has a great deal of experience in vibration analysis and control. His testing of his POM/SS platter suggests the POM is doing all the heavy lifting. Which correlates with my experience between my GM platters, 1 has 10mm and the other 20mm POM bonded to the top. The 20mm out performs the 10mm by a large margin.
Based on this testing and listening it is suspected that 20mm POM bonded to a stock platter should perform similar to GM/20mmPOM.
When I did my first 10mm POM/GM platter once bolted together the GM went from a dinner gong to a very dull thud when struck. This should also carry over to the aluminium platter. If this is successful it will also lower the cost as the GM blanks cost me $300 each + the POM.
If successful I can offer an exchange platter in either 10 or 20mm POM.
Both options will require height adjustment in the tonearm base of 5mm and 15mm for 10 and 20mm POM respectively.
Pics are 10 and 20mm POM/GM
Attachments


As I understand the electronic design the mass of the platter should be important. The weight of the subplatter plus the rubber mat and the upper platter should be the same as the new one. If you increase the weight of the platter it will have an effect on the speed control unit. The MKIII has a complete different speed control design. There are a lot of people using heavy platter on a normal MKII version and the bearing is almost dead. The small bearing mirror made of plastic is not usefull for higher weights.
May it is possible to design a top platter made of POM with the same weight as the original platter including rubber mat.
This is somewhat correct. The PLL is designed for the mass of the platter and if you look at the filter math reducing platter mass has an effect on PLL stability. Increasing mass as long as the motor has enough torque makes no difference.
I have done measurements off the FG signal which clearly show the increased mass of the platter has no negative effect on speed stability.
If this were the case the Yamaha GT2000 would suffer speed stability problems when the aluminium platter 6.5kg was replaced with the optional gunmetal at 18kg, both are factory platters.
Yamaha GT 2000 Turntable | Audiogon Discussion Forum
The bearing contact is a ball mk2 and radiused shaft mk3 so the actual contact point is the same. My platter is 10kg and the bearing after 100's hrs is hardly worn.
Adding a rubber mat to the POM negates it effectiveness you want the LP directly on the POM.
Hi Don,
Yes it was disappointing that the quality of the raw casings was not up to my expectation. My 2 GM platters are OK. I had to reduce OD to 315mm to remove most of the impurities. This makes the gap in the platter recess a little large for my liking. I had a second batch cast using a larger OD plug but these were worse. there are voids in the casting and the castings were warped significantly.
It was Bon's idea to make a POM platter. Between the 2 of us we ended up deciding to bond the POM to SS and in my case GM to provide stability to the POM (it has a tendency to warp when machined) The SS and GM also keeps COM low.
Bon's background is in seismic modeling so he has a great deal of experience in vibration analysis and control. His testing of his POM/SS platter suggests the POM is doing all the heavy lifting. Which correlates with my experience between my GM platters, 1 has 10mm and the other 20mm POM bonded to the top. The 20mm out performs the 10mm by a large margin.
Based on this testing and listening it is suspected that 20mm POM bonded to a stock platter should perform similar to GM/20mmPOM.
When I did my first 10mm POM/GM platter once bolted together the GM went from a dinner gong to a very dull thud when struck. This should also carry over to the aluminium platter. If this is successful it will also lower the cost as the GM blanks cost me $300 each + the POM.
If successful I can offer an exchange platter in either 10 or 20mm POM.
Both options will require height adjustment in the tonearm base of 5mm and 15mm for 10 and 20mm POM respectively.
Pics are 10 and 20mm POM/GM
You guys are awesome! Thank you so much.
")
Don
Got the 20mm POM bolted to the stock platter today. This is roughed out, it still need a shoulder on the outer edge, secondary spindle and final finishing cut.
I should have it finished tomorrow for a listening test.
Here is a short video of a resonance test stock and POM platters. BTW that is the best OEM platter of the 4 I have.
SP10 platter bonded Acetal - YouTube
I should have it finished tomorrow for a listening test.
Here is a short video of a resonance test stock and POM platters. BTW that is the best OEM platter of the 4 I have.
SP10 platter bonded Acetal - YouTube
Attachments


Panzerholz & Co.
Hello JohnnoG,
I am surprised getting this information about all that different wood-resin material. I know Delignit panzerholz well because I have bought 6 m of this 60mm wood. I tried to do my first experiment wit a smal piece and after getting results I bought all I can get. It is used in banks for protection against weapens shooting. The same happened closelymore or less at the audio system. No sound waves should influence the cartidge during the pick up period and the vibrations coming from the motor should be cancelled inside the plinth also. I only has experince with Panzerholz all other wood-resin materials I could not compare. If they are closed in the physical diameter it will react also as the other materials. It is also used as plinth material by pro turntable manufactorer in germany ( Clearaudio, Rossner & Sohn). My next project with a Exclusive P3 will be also include Panzerholz as a plinth. The first step is done but many will follow..
Hello JohnnoG,
I am surprised getting this information about all that different wood-resin material. I know Delignit panzerholz well because I have bought 6 m of this 60mm wood. I tried to do my first experiment wit a smal piece and after getting results I bought all I can get. It is used in banks for protection against weapens shooting. The same happened closelymore or less at the audio system. No sound waves should influence the cartidge during the pick up period and the vibrations coming from the motor should be cancelled inside the plinth also. I only has experince with Panzerholz all other wood-resin materials I could not compare. If they are closed in the physical diameter it will react also as the other materials. It is also used as plinth material by pro turntable manufactorer in germany ( Clearaudio, Rossner & Sohn). My next project with a Exclusive P3 will be also include Panzerholz as a plinth. The first step is done but many will follow..
Attachments

If the upper aluminium platter will be replaced through a POM platter with the same weight it will sound less thank a sandwitch. Thats why a pom platter is used mostly at turntable platters. Only the density is different. If you take a plastic like Pertinax it will be much closer to the aluminium sizes because the density is not so small like the POM has. epoxy paper laminate (Pertinax) is also a great platter maetrial because it is a mix from different materials like paper and resin. You can buy it also in black and manufactor a platter with painting it later. I am using it for my tonearmboards on different plinths.
Attachments


Rui Borges from Portugal used hardpaper at his multilayer turntable platter. He is well know for his use of different materials. This mix of material is very important and absorbs therefore different frequencies. Horstmann & Petter from germany realized this also in their famous Ulysses turntable more than 20 years ago. Compared to Verdier and Davinci their platter was a multilayer and bearing design was different. The Ulysses had an option to adjust the bearing. With a screwdriver it was possible bringing the plater and bearing buttom in contact. I listened this Ulysses and was surprized because of the influence how the light contact of the bearing reacts on the sound.
Attachments



The Manufacturing of the Woods fall into the Category of Densified Woods.
These are used across all industries from Aircraft , Motor Racing, Security, HV Electricity , etc,etc.
As these are weighing in at a 1000Kg + per cubic Tonne, the idea of having versions produced in different global regions will be cost effective against shipping cost.
A forum member Catsquirrel has measured the damping properties of both P'holz and Permali and these are both highly recommended by his results.
There are different quantities of Lamination Tiers per 25mm, of which I believe the more is the better ?
Pico Wood has the maximum Lamination Tiers of all in production at present, but this could be shown to be incorrect, if new productions are available that I am not aware of.
A friend swears by a 32mm P'holz over the previous used 25mm.
These are used across all industries from Aircraft , Motor Racing, Security, HV Electricity , etc,etc.
As these are weighing in at a 1000Kg + per cubic Tonne, the idea of having versions produced in different global regions will be cost effective against shipping cost.
A forum member Catsquirrel has measured the damping properties of both P'holz and Permali and these are both highly recommended by his results.
There are different quantities of Lamination Tiers per 25mm, of which I believe the more is the better ?
Pico Wood has the maximum Lamination Tiers of all in production at present, but this could be shown to be incorrect, if new productions are available that I am not aware of.
A friend swears by a 32mm P'holz over the previous used 25mm.
Here in Aus a 25x1000x2000mm sheet of Permali is $1200
Cheap compared to the cost of a good tone arm. And, with your work the ante has gone up to get the most out of the TT.
Don
So, how do you make a decision on whether to use resin/bentonite or densified wood. There are probably some "depends" but help with a decision process by someone who has done it would be helpful. Both ways actually. Be really nice to get multiple responses. Lots of good builders here.
Something I need to do.
Thanks,
Don
Something I need to do.
Thanks,
Don
Have a read through this site. He has done a great deal of testing of different materials.
https://qualia.webs.com/newdampingfactors.htm
Resin/Bentonite is up there with Permali for damping and it's significantly cheaper and in my case much easier to work with. To complicate mattes further I live in Rural Aus 100's miles from Melbourne so shipping becomes a factor in anything I need to source. Where I get my fiberglass supplies a 20kg drum of resin costs $30 in shipping where shipping 1000x2000mm flat wood is a problem.
So the decision I guess comes down to availability as well as cost. Both densified wood and resin/bento will make for a great plinth. Especially if you make a Kaneta plinth.
I have done rudimentary testing on my current resin/bento plinth with a stethoscope. Put the stethoscope on the arm bearing and you can clearly hear the music, move the stethoscope to the plinth and the music is attenuated to the point where it's hardly recognizable.
My plinth was made so the arm and motor mount directly to the plinth, no arm board is used. This is to ensure a rigid mount and allow the vibration energy to damped by the plinth..
https://qualia.webs.com/newdampingfactors.htm
Resin/Bentonite is up there with Permali for damping and it's significantly cheaper and in my case much easier to work with. To complicate mattes further I live in Rural Aus 100's miles from Melbourne so shipping becomes a factor in anything I need to source. Where I get my fiberglass supplies a 20kg drum of resin costs $30 in shipping where shipping 1000x2000mm flat wood is a problem.
So the decision I guess comes down to availability as well as cost. Both densified wood and resin/bento will make for a great plinth. Especially if you make a Kaneta plinth.
I have done rudimentary testing on my current resin/bento plinth with a stethoscope. Put the stethoscope on the arm bearing and you can clearly hear the music, move the stethoscope to the plinth and the music is attenuated to the point where it's hardly recognizable.
My plinth was made so the arm and motor mount directly to the plinth, no arm board is used. This is to ensure a rigid mount and allow the vibration energy to damped by the plinth..
OEM/POM platter. Mass 4.2kg so less than 1/2 the weight of the GM/POM.
I have done back to back listening between the GM/POM and OEM/POM and the jury is out. Is the GM better maybe by a very small margin, but I'm not 100% sure, it's that close. (and I 'm conscious of perception bias).
Listening tests between the following;
OEM/OEM mat and GM/OEM mat - GM is a clear winner. includes SS
GM and GM/POM 10mm - POM is a clear winner.
GM/POM 10mm and GM/POM 20mm - 20mm POM is a clear winner.
GM/POM 20mm and OEM/POM 20mm - no clear winner.
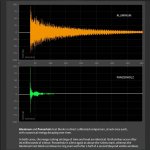
I am currently in the process of devising a series of tests that will hopefully clearly show the audible differences between platters. My first thought is pink noise and a spectrum analyser. But if anyone has any ideas I'm all ears.
I have done back to back listening between the GM/POM and OEM/POM and the jury is out. Is the GM better maybe by a very small margin, but I'm not 100% sure, it's that close. (and I 'm conscious of perception bias).
Listening tests between the following;
OEM/OEM mat and GM/OEM mat - GM is a clear winner. includes SS
GM and GM/POM 10mm - POM is a clear winner.
GM/POM 10mm and GM/POM 20mm - 20mm POM is a clear winner.
GM/POM 20mm and OEM/POM 20mm - no clear winner.
I am currently in the process of devising a series of tests that will hopefully clearly show the audible differences between platters. My first thought is pink noise and a spectrum analyser. But if anyone has any ideas I'm all ears.
Attachments


I have done rudimentary testing on my current resin/bento plinth with a stethoscope. Put the stethoscope on the arm bearing and you can clearly hear the music, move the stethoscope to the plinth and the music is attenuated to the point where it's hardly recognizable.
My plinth was made so the arm and motor mount directly to the plinth, no arm board is used. This is to ensure a rigid mount and allow the vibration energy to damped by the plinth..
Warrjon has made some important points.
The resin/bentonite plinth is able to disperse a larger proportion of mechanical energy into heat by virtue of its high damping factor compared to many other materials.
The damping properties of densified woods are comparable to those of resin/bentonite. The plinth is the primary energy sink for undesirable mechanical vibrations such as main bearing noise and tonearm vibrations.
A source of undesirable energy is the reaction between the LP groove and cartridge stylus. As the groove pushes the stylus, the stylus pushes back onto the LP/Mat/platter. Some of this reaction travels into the LP/Mat/platter, the remainder is reflected via the cartridge suspension into the tonearm. A superior tonearm with high stiffness, excellent bearing, will transmit the reflected reaction energy to the plinth termination, where it is can be dissipated by the plinth material.
In my impulse testing of platters and mats, I found POM to reflect the most energy of the materials I had available. This implies more energy for the tonearm to deal with and effectively transfer to the plinth, and less energy into the LP to pollute the desired signal.
IMO these considerations explain why a superior turntable requires much more than an excellent motor. All the mechanical components (platter, tonearm, plinth) need to work in synchrony and mechanical issues are much more audible than minor differences in the standard measured parameters.
Alu vs. Panzerholz
Here is also a helpfull technical sheet comparing alu vs. panzerholz:
The Virtues of Panzerholz : An Investigation into the Acoustical Properties of Aluminum and Panzerholz
Here is also a helpfull technical sheet comparing alu vs. panzerholz:
The Virtues of Panzerholz : An Investigation into the Acoustical Properties of Aluminum and Panzerholz
Attachments
- Home
- Source & Line
- Analogue Source
- The Incredible Technics SP-10 Thread