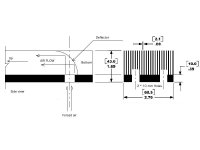
And I'd advice you to use rounded reflectors (1/4th circle) flat ones will orient the air flux 45° and it will go out of the heatsink
You might also try using a 'dremel' tool with a 'cut-off' wheel (the fiberglass ones are better than the'sand' ones) and cut a slot into the broken tap.
Then use a screwdriver to rotate the tap out.
Then use a screwdriver to rotate the tap out.
trigon,
thanks could you tell me what type and model you are using ?
I have a 750 VA transfo with 2*45 amps rectifiers..
And thanks for the compliment, hope it will work fine too. 🙄
crown300,
I have tried to make the cut for a screwdriver, but the tap has 2 failures inside so it will stay inside for a very long time....
Bricolo,
Could you precise your point, please. I don't know anythig about fluid dynamics. I am interested in your idea.
Regards.
Its could this morning in Montreal -20 celsius, The A75 could have helped
keep the house warmer...
Alain.
thanks could you tell me what type and model you are using ?
I have a 750 VA transfo with 2*45 amps rectifiers..
And thanks for the compliment, hope it will work fine too. 🙄
crown300,
I have tried to make the cut for a screwdriver, but the tap has 2 failures inside so it will stay inside for a very long time....
Bricolo,
Could you precise your point, please. I don't know anythig about fluid dynamics. I am interested in your idea.
Regards.
Its could this morning in Montreal -20 celsius, The A75 could have helped
keep the house warmer...
Alain.
Alain Dupont said:
Bricolo,
Could you precise your point, please. I don't know anythig about fluid dynamics. I am interested in your idea.
The air will keep the direction that the reflectors give to it.
So with 45° reflectors, the air will run out of the heatsinks
with a 1/4th round reflector, the air flux will be oriented to run the long of the heatsink
Alain,
In the piccy with the fan in it, are there four hex nuts attached to the chassis to hold that platform up over the fan? I'm just curious to know how they're attached to the chassis if they are. I know it's not really a major question, it just annoys me when I see something and can't work out how it's being done! 😀
As to the broken tap... phone some local machine shops and see if they have a plunge EDM machine, or an EDM centre that will plunge as well as perform wire EDM.
EDM stands for Electrical Discharge Machining. It will easily cut through high carbon steels since it doesn't involve physical tool contact.
In your case, they'd attach the heatsink to one pole and then a long, thin electrode to the other. The part would then be submerged in some form of recirculating coolant, come charge conveying fluid, and the electrode moved down onto the tap. Lots and lots of high power sparks later, the tap will have been cut out and you should be able to reuse the original hole to some degree, depending on how well the tap has been cut out.
The electrode is usually about 1 - 2mm in diameter.
It can be insanely expensive or cost nothing depending on how the guys are feeling who work there. Small EDM machines take forever to burn a broken tap out. The bigger ones can do it much more quickly.
As the machine cuts, it rotates the electrode around the diameter of the tap and very slowly moves down into it.
You probably already know about EDM, if so, I appologise. If not, check it out! 🙂
John
In the piccy with the fan in it, are there four hex nuts attached to the chassis to hold that platform up over the fan? I'm just curious to know how they're attached to the chassis if they are. I know it's not really a major question, it just annoys me when I see something and can't work out how it's being done! 😀
As to the broken tap... phone some local machine shops and see if they have a plunge EDM machine, or an EDM centre that will plunge as well as perform wire EDM.
EDM stands for Electrical Discharge Machining. It will easily cut through high carbon steels since it doesn't involve physical tool contact.
In your case, they'd attach the heatsink to one pole and then a long, thin electrode to the other. The part would then be submerged in some form of recirculating coolant, come charge conveying fluid, and the electrode moved down onto the tap. Lots and lots of high power sparks later, the tap will have been cut out and you should be able to reuse the original hole to some degree, depending on how well the tap has been cut out.
The electrode is usually about 1 - 2mm in diameter.
It can be insanely expensive or cost nothing depending on how the guys are feeling who work there. Small EDM machines take forever to burn a broken tap out. The bigger ones can do it much more quickly.
As the machine cuts, it rotates the electrode around the diameter of the tap and very slowly moves down into it.
You probably already know about EDM, if so, I appologise. If not, check it out! 🙂
John
eeka,
At this time there are only 4* 10-32 by 1" long bolts to hold the bottom pannel, the future feets will be round aluminium 42 mm diameter and 24 mm height.
the fan is a very silent model with ball bearings ; that will work between 7 to 10 volts (its a 12/15 volts DC model)
Regards.
At this time there are only 4* 10-32 by 1" long bolts to hold the bottom pannel, the future feets will be round aluminium 42 mm diameter and 24 mm height.
the fan is a very silent model with ball bearings ; that will work between 7 to 10 volts (its a 12/15 volts DC model)
Regards.
Attachments

"BTW, drilling and tapping is such a nightmare"
___________________________________________________
Not so if one uses the correct ype of taps. If you work with alot of alumnium...who here doesn't.....then the use of either spiral or two flute taps makes that chore ALOT easier. ALso the use of a tapping lubricant such as TAPMATIC FOR ALUMNIUM makes the job so easy you would be amazed. Never try to tap alumnium dry!!!!! Also do not to try to tap a bling hole in one tapping step...do it in three or four steps by backing the tap out every couple of turns to clean off the chips.
For more technical info about different typs of taps see this web site!
http://www.tapmatic.com/tech_manual/tap_recommendations.html
Info on LPS cutting fluids can be found here.....
http://www.lpsdirect.co.uk/tapmatic/index.htm
___________________________________________________
Not so if one uses the correct ype of taps. If you work with alot of alumnium...who here doesn't.....then the use of either spiral or two flute taps makes that chore ALOT easier. ALso the use of a tapping lubricant such as TAPMATIC FOR ALUMNIUM makes the job so easy you would be amazed. Never try to tap alumnium dry!!!!! Also do not to try to tap a bling hole in one tapping step...do it in three or four steps by backing the tap out every couple of turns to clean off the chips.
For more technical info about different typs of taps see this web site!
http://www.tapmatic.com/tech_manual/tap_recommendations.html
Info on LPS cutting fluids can be found here.....
http://www.lpsdirect.co.uk/tapmatic/index.htm

Alain,
Yep, I'd say that you qualify as a DIYer.
I've had good results removing dead taps with a Dremel bit. They make several with small diameters; one's sort of ball-shaped, at least two cones, etc. Patience and a steady hand are the key. If you can buzz out the center, the flutes will be no problem. Start very, very gently. Get a dimple in the center before applying pressure. Once you've got the dimple as a guide, you're in good shape.
I can sympathize with your frustration. I have an extensive selection of tools, but it's weighted heavily towards wood working. The amount of stuff I have on hand for metal working is limited.
Grey
Yep, I'd say that you qualify as a DIYer.
I've had good results removing dead taps with a Dremel bit. They make several with small diameters; one's sort of ball-shaped, at least two cones, etc. Patience and a steady hand are the key. If you can buzz out the center, the flutes will be no problem. Start very, very gently. Get a dimple in the center before applying pressure. Once you've got the dimple as a guide, you're in good shape.
I can sympathize with your frustration. I have an extensive selection of tools, but it's weighted heavily towards wood working. The amount of stuff I have on hand for metal working is limited.
Grey
A bit of echo.....
To get the broken tap out you can use edm as someone pointed out. It is slow and most likely expensive!!
A more DIY friendly solution is to get the tap out with acid. I cant remember what type of acid we used (havnt broken a tap since college), but its possible to do with little or no damage done to the aluminium.
To avoid the broken tap problem in the first place is not all that hard.
To use spiral flute taps is not correct. Such taps are much more fragile than a straight flute tap. A spiral flute tap is for tapping holes that dont go all the way through.....and exclusively for tapping by machine. No hand tapping should be done with such.
Instead you must use alcohol as lubricant. It will leave your thread perfect and shiny.
Another important factor is that the tap used for aluminium must never be used for any other metal. If used just once for steel....its never gonna make a good thread in aluminium again....the same goes for tapping copper. You need a set of tools for each material.
Cheers
Magura
To get the broken tap out you can use edm as someone pointed out. It is slow and most likely expensive!!
A more DIY friendly solution is to get the tap out with acid. I cant remember what type of acid we used (havnt broken a tap since college), but its possible to do with little or no damage done to the aluminium.
To avoid the broken tap problem in the first place is not all that hard.
To use spiral flute taps is not correct. Such taps are much more fragile than a straight flute tap. A spiral flute tap is for tapping holes that dont go all the way through.....and exclusively for tapping by machine. No hand tapping should be done with such.
Instead you must use alcohol as lubricant. It will leave your thread perfect and shiny.
Another important factor is that the tap used for aluminium must never be used for any other metal. If used just once for steel....its never gonna make a good thread in aluminium again....the same goes for tapping copper. You need a set of tools for each material.
Cheers
Magura
I really disagree with your assessment of using spiral flute taps in alumnium. Even the tap manufacturers reccomend using them on alumnium either by hand or by machine. the get much more stress in a machine environment too. Alumnium is not a hard metal as is steel or stainless steel. There is extra clearance for the chips when using a spiral tap, especially when tapping holes larger than 1/4 inch. Alumnium generally creates large continous chips when tapping. I can't remember when I last broke off a tap in alumnium using a spiral tap.
Also while alcohol may be satisfactory for tapping alumnium, the use of a fine tapping fluid such as Tapmatic for Alumnium or several others made specifically for that material will give you an even better finish and the tap will last far longer than it would with just alcohol.
I completely agree though with keeping a set of taps for differing metals. Fomr a metalurcical standpoint that is very proper to do. I think the majority of DIY'ers here work with alumnium though.
Mark
Also while alcohol may be satisfactory for tapping alumnium, the use of a fine tapping fluid such as Tapmatic for Alumnium or several others made specifically for that material will give you an even better finish and the tap will last far longer than it would with just alcohol.
I completely agree though with keeping a set of taps for differing metals. Fomr a metalurcical standpoint that is very proper to do. I think the majority of DIY'ers here work with alumnium though.
Mark
I quite like using taps! 🙂 It's something quiet to do for a while instead of having to hold onto a mill's swarf covered dials.
Just put some tapping fluid on it and work very slowly. I use a quarter of a turn in the cutting direction, then run it back out about two quarters, then back down and move forwards another quarter. If you try to do it any faster, broken taps are waiting for you! 😀
Just put some tapping fluid on it and work very slowly. I use a quarter of a turn in the cutting direction, then run it back out about two quarters, then back down and move forwards another quarter. If you try to do it any faster, broken taps are waiting for you! 😀
Mark A. Gulbrandsen said:I really disagree with your assessment of using spiral flute taps in alumnium. Even the tap manufacturers reccomend using them on alumnium either by hand or by machine. the get much more stress in a machine environment too. Alumnium is not a hard metal as is steel or stainless steel. There is extra clearance for the chips when using a spiral tap, especially when tapping holes larger than 1/4 inch. Alumnium generally creates large continous chips when tapping. I can't remember when I last broke off a tap in alumnium using a spiral tap.
Mark
The statement i made was intended for the DIY people. I am perfectly aware of the manufacturers recommendations. It is though a fact that a spiral flute tap is only half the strenght of a straight flute tap, and since the main problem for a DIY'er is not to speed up the thousands of threads he have to cut, but to cut those few threads in an amp or so...without breaking the tap. A straight flute tap is lots better for the purpose.
As well with the cutting fluid. A diy'er will cut 20 threads a year....and sure dont have the correct cutting fluid around for aluminium. In that case alcohol does just fine. I agree that the tool life is shortened.....but how many DIY'ers would ever wear out a tap by cutting aluminium ??
Cheers
Magura
almost forgot this
ohhh....and besides that, a straight flute tap of reasonable quality will break the chips and push them in front of the tap.
Magura 🙂
ohhh....and besides that, a straight flute tap of reasonable quality will break the chips and push them in front of the tap.
Magura 🙂
"ohhh....and besides that, a straight flute tap of reasonable quality will break the chips and push them in front of the tap."
____________________________________________________
Yes they sure do, and thats what causes taps to get jammed in a blind hole and break off! As for the fluid it is very common over here. Gee, 20 holes a year.....I'm a DIY'er and I've tapped several hundred holes in the last year just for my home audio projects..... I doubt there is a single Aleph 2 out ther that has less than 25 tapped holes in it and 50 might be more common...and then there are two for a stereo system. There are 12 power devices alone to mount with tapped holes.
Mark
____________________________________________________
Yes they sure do, and thats what causes taps to get jammed in a blind hole and break off! As for the fluid it is very common over here. Gee, 20 holes a year.....I'm a DIY'er and I've tapped several hundred holes in the last year just for my home audio projects..... I doubt there is a single Aleph 2 out ther that has less than 25 tapped holes in it and 50 might be more common...and then there are two for a stereo system. There are 12 power devices alone to mount with tapped holes.
Mark
Mark A. Gulbrandsen said:[B
Yes they sure do, and thats what causes taps to get jammed in a blind hole and break off! As for the fluid it is very common over here. Gee, 20 holes a year.....I'm a DIY'er and I've tapped several hundred holes in the last year just for my home audio projects..... I doubt there is a single Aleph 2 out ther that has less than 25 tapped holes in it and 50 might be more common...and then there are two for a stereo system. There are 12 power devices alone to mount with tapped holes.
Mark [/B]
No matter how you put it...a tap lubricated with alcohol will do thousands of threads....not 50 or 100 🙂
For blind holes a spiral tap can be used with care by hand...but ideal is to make the hole deep enough to make room for the chips.
Magura 🙂
eeka chu said:I quite like using taps! 🙂 It's something quiet to do for a while instead of having to hold onto a mill's swarf covered dials.
Just put some tapping fluid on it and work very slowly. I use a quarter of a turn in the cutting direction, then run it back out about two quarters, then back down and move forwards another quarter. If you try to do it any faster, broken taps are waiting for you! 😀
Tapping seems like a touching subject, everybody has his own ideas.
But if you do it by hand, you must be kidding yourself. I simply use a cordless drill gun with clutch (and reverse) and then I can say I really enjoy tapping. Never used spiral taps and regular ones work fine for me. With a drill gun I can tap 60 #4 holes in 15 minutes.🙂 Never broke a tap either.
http://www.diyaudio.com/forums/showthread.php?s=&postid=69414#post69414
Ok,
I will not tap for a long time now....😎
All the major heatsinks are done, let me finish the enclosure.
Thanks for all those ideas.
Best regards to all.
Alain.
I will not tap for a long time now....😎
All the major heatsinks are done, let me finish the enclosure.
Thanks for all those ideas.
Best regards to all.
Alain.
Peter,
That method is a great way to go and I do repeated through holes that way as long as squareness of the threads is not an issue. If a tapped hole needs to be perfectly square though I use my tapping jig or start in on the verticle mill and then finish by hand. Tha majority of my tapping is done with two flute taps for sizes under 1/4" and sprial flute taps for over 1/4". 4-40 and 2-56 only come in three or four flute taps.
Since I also do most of my stuff as countersunk and flush head allens a perfectly square tapped hole is important to me most of the time. When I make a chassis I like to keep things to at least plus or minus .01 or better most of the time. I admit it is nice having access at work to a verticle mill and a lathe to do my work on.
To dissolve a broken or stuck tap from Alumnium immerse the piece in into a well saturated solution of Aluminum Sulfate at 120+ deg F. Let it work for a number of hours.and it will literally dissolve the remains of the tap. You must make absolutely sure there are no other ferrous patrts on the piece you want to do or they will also be dissolved. This method only works on alumnium!! Another route is to simply have the part anodized as that process will also dissolve anything ferrous in the alumnium part. When you get the part back simply finish tapping that hole.
Mark
Added: If you do the Alumnium Sulfate solution be sure to only use glass or plastic containers!! It would dissolve a steel container!
That method is a great way to go and I do repeated through holes that way as long as squareness of the threads is not an issue. If a tapped hole needs to be perfectly square though I use my tapping jig or start in on the verticle mill and then finish by hand. Tha majority of my tapping is done with two flute taps for sizes under 1/4" and sprial flute taps for over 1/4". 4-40 and 2-56 only come in three or four flute taps.
Since I also do most of my stuff as countersunk and flush head allens a perfectly square tapped hole is important to me most of the time. When I make a chassis I like to keep things to at least plus or minus .01 or better most of the time. I admit it is nice having access at work to a verticle mill and a lathe to do my work on.
To dissolve a broken or stuck tap from Alumnium immerse the piece in into a well saturated solution of Aluminum Sulfate at 120+ deg F. Let it work for a number of hours.and it will literally dissolve the remains of the tap. You must make absolutely sure there are no other ferrous patrts on the piece you want to do or they will also be dissolved. This method only works on alumnium!! Another route is to simply have the part anodized as that process will also dissolve anything ferrous in the alumnium part. When you get the part back simply finish tapping that hole.
Mark
Added: If you do the Alumnium Sulfate solution be sure to only use glass or plastic containers!! It would dissolve a steel container!
- Status
- Not open for further replies.
- Home
- Amplifiers
- Pass Labs
- Pure Delight