Its correct that PD's cut could well be improved by lower cutting speed and a lubricant. A regular candle does wonders here, but if you want to cut a lot, oil mist at 5 bar or more is much better.
About the max cutting speed of carbide in aluminium. There may well not be a theoretical max speed in aluminium, but reality kicks in long before that. More precisely around 600 meters per min. 600 M/Min. can only be achieved for milling if you have high pressure coolant through the spindle to get rid of the heat and the chips. 600M/Min. is in other words under ideal circumstances in a modern rigid CNC milling machine....not on the kitchen table 🙂
For a saw I wouldnt go much higher than 100 M/Min., if its a very stable saw with little vibrations and so forth, maybe a bit higher. The problem is the cooling and lubrication. Once it begins to vibrate, all is lost and the cut will be rough and most likely the blade will get overheated.
Magura🙂
About the max cutting speed of carbide in aluminium. There may well not be a theoretical max speed in aluminium, but reality kicks in long before that. More precisely around 600 meters per min. 600 M/Min. can only be achieved for milling if you have high pressure coolant through the spindle to get rid of the heat and the chips. 600M/Min. is in other words under ideal circumstances in a modern rigid CNC milling machine....not on the kitchen table 🙂
For a saw I wouldnt go much higher than 100 M/Min., if its a very stable saw with little vibrations and so forth, maybe a bit higher. The problem is the cooling and lubrication. Once it begins to vibrate, all is lost and the cut will be rough and most likely the blade will get overheated.
Magura🙂
As for tolerances. You can get down around +- 0.02mm with some practice (less than 0.001") with a file.
Again its a matter of quality tools. A file must be produced by Bacho, Sandwik or Pferd theese days to be worth much (there may be good american brands I dont know of), a good quality file will easily set you back close to 20 USD....so beware when shopping, cheap files are very bad buisness. If treated right, most DIY'ers only need to buy 1 set of good quality files for their lifetime.
Magura🙂
Again its a matter of quality tools. A file must be produced by Bacho, Sandwik or Pferd theese days to be worth much (there may be good american brands I dont know of), a good quality file will easily set you back close to 20 USD....so beware when shopping, cheap files are very bad buisness. If treated right, most DIY'ers only need to buy 1 set of good quality files for their lifetime.
Magura🙂
I said that 0.1" tolerances are usually expected when cut is done at metal store.
My tolerances are at least 0.005".
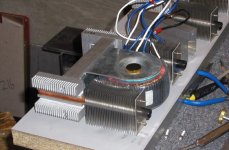
Continuing yesterdays job, here's what I use for deburring. This Norton abrassive wheel is very convenint and I wouldn't imagine not having it available. I provided more info on it at useful tools thread.
My tolerances are at least 0.005".
Continuing yesterdays job, here's what I use for deburring. This Norton abrassive wheel is very convenint and I wouldn't imagine not having it available. I provided more info on it at useful tools thread.
Attachments


Bad news, Peter...
"I had this idea yesterday and I wanted to "see" it right away"
There is no known cure for that condition. But, you will never suffer alone!😀
And I will never look at a capacitor the same way again... Thanks for driving that home...
My mother was nearly made a widow by a radial arm saw. Dad was ripping a long 2 x 6, and had just gotten it started... took 1 step to the side (JUST enough, thank God), and began feeding...
It went a good 15 feet out into the driveway, before it even touched the ground. It was flexing like a fish on a hot sidewalk, and making a noise I'll never forget.
That saw became a compound miter saw (only) for as long as my father lived.
Just my opinion, but I gotta say this...
I don't care if this motley crew couldn't civily share a pitcher of beer. I'll bet anything that if we were stuck in an old machine shop, and someone threw in a pile of material mixed with cash...
We could build *anything*.
Learning something every day. It don't get no betta den dat!
E
"I had this idea yesterday and I wanted to "see" it right away"
There is no known cure for that condition. But, you will never suffer alone!😀
And I will never look at a capacitor the same way again... Thanks for driving that home...
My mother was nearly made a widow by a radial arm saw. Dad was ripping a long 2 x 6, and had just gotten it started... took 1 step to the side (JUST enough, thank God), and began feeding...
It went a good 15 feet out into the driveway, before it even touched the ground. It was flexing like a fish on a hot sidewalk, and making a noise I'll never forget.
That saw became a compound miter saw (only) for as long as my father lived.
Just my opinion, but I gotta say this...
I don't care if this motley crew couldn't civily share a pitcher of beer. I'll bet anything that if we were stuck in an old machine shop, and someone threw in a pile of material mixed with cash...
We could build *anything*.
Learning something every day. It don't get no betta den dat!
E
Nothing wrong with an old machine shop....been there myself, and as you say pretty much anything can be made with old type machines. As long as people dont start cutting metal with wood mieter saws and so forth...thats not too smart.
Actually I find myself frequently choosing a manual lathe over a CNC lathe, Its quite often faster and better.
Magura🙂
Actually I find myself frequently choosing a manual lathe over a CNC lathe, Its quite often faster and better.
Magura🙂

Ohh, that brings back memories.
When attending tech. college, I used something similar. Back then it was regarded very modern. You couldnt make a program on it like we think of programs today though.
Magura🙂
When attending tech. college, I used something similar. Back then it was regarded very modern. You couldnt make a program on it like we think of programs today though.
Magura🙂
Need a place to store one of those?
Leave 50K behind the bleachers.
You couldnt make a program on it like we think of programs today though.
It runs box cycles, threads, cuts tapers and radii from the console. You can write a program for it but you don't have to understand the G-code running in the background. Positioning resolution is 1 um.
Here is the current project... Should somebody call Avel and tell them to get off their a$$es and ship to PE?
Attachments

Just got a new bridgeport VMC 1000 XP a couple of month ago.
It wasnt exactly love at first sight, but we are growing to like eachother 🙂
Had a VMC 1000 before, it was soooo nice, but allways soooo broken down 🙁
Magura🙂
It wasnt exactly love at first sight, but we are growing to like eachother 🙂
Had a VMC 1000 before, it was soooo nice, but allways soooo broken down 🙁
Magura🙂
Chipco:
Whats the operating system its running?
I am personally in love with heidenhain, but can do ISO if I really..really have to.
Magura🙂
Whats the operating system its running?
I am personally in love with heidenhain, but can do ISO if I really..really have to.
Magura🙂
As you may be aware, Bridgeport went bankrupt here last year. The assets of the company were purchased by Hardinge. They are now kind-of back in business, certainly with a quality owner. It remains to be seen if the Bridgeport will thrive under Hardinge's ownership. The vertical mill market is very competitive and the Taiwanese are tough competitors with a few builders offering excellent machines. The Chinese also are in this market but the quality is so-so at best.
Bridgeport in Europe actually sells the above machine model under the Bridgeport name. It is built by Harrison of the 600 Group. I have sold about seventy-five of these.
Bridgeport in Europe actually sells the above machine model under the Bridgeport name. It is built by Harrison of the 600 Group. I have sold about seventy-five of these.
Sorry to disappoint you, but there's only one name in controls, and that's Fanuc. Fanuc controls about 60-70% of the US control market.
The Harrison T series actually runs a GE/Fanuc QuickPanel touch screen, others run the Fanuc 21iT control, color/touch. It's up to the machine builder to customize the user interface or, alternatively, pay the Fanuc tax for stuff like Fanuc Manual Guidance or Adaptive Programming.
The Harrison T series actually runs a GE/Fanuc QuickPanel touch screen, others run the Fanuc 21iT control, color/touch. It's up to the machine builder to customize the user interface or, alternatively, pay the Fanuc tax for stuff like Fanuc Manual Guidance or Adaptive Programming.
Around here you see a whole lot of Heidenhain. Sure there are some Fanuc's as well, but I for one hate them with a passion.
Heidenhain doeas all Ive ever needed it to, and with such ease compared to Fanuc (IMO).
I guess though its mostly the force of habbit.
Are the american version also equipped with Siemens spindle motors?
Magura🙂
Heidenhain doeas all Ive ever needed it to, and with such ease compared to Fanuc (IMO).
I guess though its mostly the force of habbit.
Are the american version also equipped with Siemens spindle motors?
Magura🙂
Siemens only discovered the American control market several years ago. They are not a factor in motors or controls in the "vanilla" 2 and 3-axis markets.
Motors are Fanuc, Yasakowa and a few others. Fast stuff ~>20,000 RPM high speed cartridge style spindle motors are Fisher, Diebold, and some Pope.
Motors are Fanuc, Yasakowa and a few others. Fast stuff ~>20,000 RPM high speed cartridge style spindle motors are Fisher, Diebold, and some Pope.
Here its all siemens, the control, the spindle motor, the pulse inducer, the servo motors...pretty much all of it.
I was asking cause Siemens have had some problems with their axis motor controls as well as their spindle motors and pulse inducers in the past. I guess its down to the pulse inducers now, wich Siemens is just branding, its made by somebody else.
At least I havnt seen much trouble with the machine itself this time. The chip conveyor is crap though, but thats almost a trademark of bridgeport...to supply crappy chip conveyors. The one we have now have a british made conveyor, and its been down twice within a few month.
Magura🙂
I was asking cause Siemens have had some problems with their axis motor controls as well as their spindle motors and pulse inducers in the past. I guess its down to the pulse inducers now, wich Siemens is just branding, its made by somebody else.
At least I havnt seen much trouble with the machine itself this time. The chip conveyor is crap though, but thats almost a trademark of bridgeport...to supply crappy chip conveyors. The one we have now have a british made conveyor, and its been down twice within a few month.
Magura🙂
Magura said:The one we have now have a british made conveyor, and its been down twice within a few month.
British mainstream manufacturing for you...

Steve
Yeah, its just a pitty they dont pay more attention to such details. After all, the chip conveyor is a fraction of the complete cost of the machine, but if its not working....the entire machine is not working. You should think they would think differently when manufacturing a 200.000 USD machine??
Magura🙂
EDIT:
Besides that the conveyor looks like its made in a technical museum 🙁
Magura🙂
EDIT:
Besides that the conveyor looks like its made in a technical museum 🙁
- Status
- Not open for further replies.
- Home
- General Interest
- Everything Else
- Cutting, drilling, mounting etc. for the absolute beginner