It's not supposed to oxidize like organic. Whenever I work on a clock that's anywhere from 10 years old to 200 years old, the old oil turns black and gummy. Honestly, the gummy part actually saves many mechanisms, as it just stops the clock, and the lack of lubrication becomes a moot point, it ain't goin anywhere.
The synthetics are touted as impervious to that. I use nano-oil. It has microscopic balls in suspension...I suspect they're carbon buckyballs (IIRC, they are 90 nanometers diameter.), that are supposed to aid in the movement. St. Claire sells it.
jn
I too am in the clock restoration and repair business and have been for fifty or more years. I tried nano-oil shortly after it was available and tested it as a lubricant for the ball bearings in an Opus 3 Cantus clone. While the cleaned and freshly lubed bearings ran very smoothly there was just enough drag that the arm would not track anywhere as well as the ceramic bearings well cleaned and run dry. I ran the nano-oiled bearings long enough that the buckyballs AKA Bukminsterfullerenes would plate onto the bearing surfaces and provide lubrication even after the oil carrier was gone as advertised. With subsequent cleaning of the bearings and running them dry they still were not as free running as untreated bearings clean and run dry.
As far as clocks go, the only nano-oil I have used is #5 weight. Clocks of lesser quality, old American brass movements, cuckoo clocks, modern German mass produced movements etc., in spite of the superior lubrication of the nano-oil I kept getting returns after a year or less. Using good old clock oil on them the call backs went away with many of these clocks running well past 5 years and not needing service. Maybe the heavier weight now available will correct this problem. I'm not up for trying again just yet.
BillG
Interesting. I came into the nano oil after they had the 10 and 85 weight available. From what I see of others, they tended to use 5 weight for every single solitary arbor. T1/S1/C1 all the way to the verge/pallets and fly's. I wasn't able to find any real engineering resources detailing the viscosity needed vs the normal pinion/pivot force, I would have expected some kind of normal force vs viscosity graphs to allow the best selection of viscosity for the shear speeds. For now, I use 85 at the springs/weights and 2nd wheel, and 10 for the balance of the arbors. For platform escapements, I'll drop to the 5 weight. I waffle on verge/pallet and sometimes the escape wheels.I too am in the clock restoration and repair business and have been for fifty or more years. I tried nano-oil shortly after it was available and tested it as a lubricant for the ball bearings in an Opus 3 Cantus clone. While the cleaned and freshly lubed bearings ran very smoothly there was just enough drag that the arm would not track anywhere as well as the ceramic bearings well cleaned and run dry. I ran the nano-oiled bearings long enough that the buckyballs AKA Bukminsterfullerenes would plate onto the bearing surfaces and provide lubrication even after the oil carrier was gone as advertised. With subsequent cleaning of the bearings and running them dry they still were not as free running as untreated bearings clean and run dry.
As far as clocks go, the only nano-oil I have used is #5 weight. Clocks of lesser quality, old American brass movements, cuckoo clocks, modern German mass produced movements etc., in spite of the superior lubrication of the nano-oil I kept getting returns after a year or less. Using good old clock oil on them the call backs went away with many of these clocks running well past 5 years and not needing service. Maybe the heavier weight now available will correct this problem. I'm not up for trying again just yet.
BillG
For business, I'd agree with you. Stick to the tried and true, call backs are too expensive. Me, I have the luxury of not making a living doing it. And I have access to 250 antique clocks to work on, about 40 students to teach and gain experience on their personal clocks, so if something stops, we can troubleshoot the cause in the classroom..
I suspect the 5 weight wicks out of the wells over time. I also suspect that the 5 weight requires you back off on the broaches for less side shake, but that is even scarier w/r to callbacks and turnaround time. Did you sharpen the sink-to-plate edge to stop wicking, or perhaps use a Teflon film on the plates to eliminate surface tension? I honestly don't know if KWM or Bergeon spec out the sink to end sharpness.
Ah, btw. I made a wooden gear 30 hour wall clock ala "Boyer", and wrestled with using butterworth 4 and 6mm bearings. My hesitation was due to them being open cages, so room dust would quickly mess them up especially if oiled. So I ended up sizing the tubes next size up and soldered in brass bushings. The balance staff and detached lever pivots for my wooden 3 axis tourbillion project will definitely be ball bearings, I am working out the sealing details.
jn
Last edited:
I suspect they're carbon buckyballs (IIRC, they are 90 nanometers diameter)
Long gone are the days of Molykote powder.

Nah. I have about a quarter pound of the stuff. I've been experimenting with using it as a fill in some west system epoxy. I want to make wood gear teeth surfaces very hard yet keep a low coeff of friction.Long gone are the days of Molykote powder.
What I do know is, the stuff gets everywhere by contact. Clothes, tools, fingers, tabletops. Unbelievably messy.
What I DON'T know....is how to pronounce it properly.. I just use "MDS"..
jn
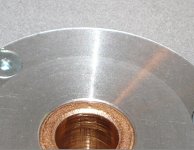
Here is my bearing. Looks exactly like yours ") Upper bronze bushing is ~1" long. It will be difficult to remove .
Upper bronze bushing is ~1" long. It will be difficult to remove .
PS. Sorry , your bearing actually looks better
Upper bronze bushing is ~1" long. It will be difficult to remove .PS. Sorry , your bearing actually looks better
Attachments



Last edited:
Interesting. I came into the nano oil after they had the 10 and 85 weight available. From what I see of others, they tended to use 5 weight for every single solitary arbor. T1/S1/C1 all the way to the verge/pallets and fly's. I wasn't able to find any real engineering resources detailing the viscosity needed vs the normal pinion/pivot force, I would have expected some kind of normal force vs viscosity graphs to allow the best selection of viscosity for the shear speeds. For now, I use 85 at the springs/weights and 2nd wheel, and 10 for the balance of the arbors. For platform escapements, I'll drop to the 5 weight. I waffle on verge/pallet and sometimes the escape wheels.
For business, I'd agree with you. Stick to the tried and true, call backs are too expensive. Me, I have the luxury of not making a living doing it. And I have access to 250 antique clocks to work on, about 40 students to teach and gain experience on their personal clocks, so if something stops, we can troubleshoot the cause in the classroom..
I suspect the 5 weight wicks out of the wells over time. I also suspect that the 5 weight requires you back off on the broaches for less side shake, but that is even scarier w/r to callbacks and turnaround time. Did you sharpen the sink-to-plate edge to stop wicking, or perhaps use a Teflon film on the plates to eliminate surface tension? I honestly don't know if KWM or Bergeon spec out the sink to end sharpness.
Ah, btw. I made a wooden gear 30 hour wall clock ala "Boyer", and wrestled with using butterworth 4 and 6mm bearings. My hesitation was due to them being open cages, so room dust would quickly mess them up especially if oiled. So I ended up sizing the tubes next size up and soldered in brass bushings. The balance staff and detached lever pivots for my wooden 3 axis tourbillion project will definitely be ball bearings, I am working out the sealing details.
jn
jn,
Thanks for your off topic information re clocks. It is real nice to talk to another clock guy, there are not too many of us around any more.
tic-toc,
BillG
I'm beginning to think that original bearing was perfectly usable. I bet there was no play whatsoever and few drops of oil was all that was required.
No, it wasn't. Noise when spinning was audible a meter away and no amount of oiling would change this. Even after cleaning the bronze chips from the bottom
Big thanks for the pics. It appears the bushings look much better on yours. I wonder if it's from the mileage they've done.
Looking at what he got, it looks like they just cut off a piece of regular stainless steel shaft.Also imo, the shaft looks like "ca-ca"... not terribly smooth, some pitting showing. Regardless, a nice lapping, and it will have a much smoother surface. The roundness ought to be checked too... it may or may not be terribly round, but one would expect it to be round enough.
By the way, a machined oilite bearing loses some ability to lubricate a shaft with oil because the pores get closed up.
It probably depends on the fashion of machining.
What would be the ideal situation? Pick up oilite bushings and machine a spindle to match them? What is the reason this is not done in practice? Could it be that sintered bushings cannot be manufactured with sufficiently accurate dimensions?
And how does this relate to older tech, like per example the design of the Thorens? It was clearly never meant to be an ultratight fit, but until today bushings are smooth and spindle is mirror-like. Is it just too expensive to replicate this today in a 7k turntable? Or does it simply not matter?
Pick up oilite bushings and machine a spindle to match them?
Could it be that sintered bushings cannot be manufactured with sufficiently accurate dimensions?
They generally come sized so that when they are pressed into a bore, they crush down to closely fit a pre-existing spindle diameter. If you're going to match them to a specific spindle diameter, chances are you will need to bore them for a close running fit.
It would appear to me that the spindle material used for your bearing is too soft.
jeff
If you're going to match them to a specific spindle diameter, chances are you will need to bore them for a close running fit.
Well, that was really my question. It appears to be easier and safer to machine the spindle, rather than the bushings, right? So, why do it the other way round?
But now, please, come back on topic. Or at least tell who's that "St. Claire" with the super oil. As an agnostic I'm not well versed in all these saints...
NanoLube tm, Nano-Oil tm by StClaire" Metal to Metal Anti Friction Lubricants
Both surfaces need to have a finish which does not remove material as a result of sliding contact. Polishing both is certainly recommended, breaking in the surfaces like piston rings and cylinders in the old days is just so...retro.Well, that was really my question. It appears to be easier and safer to machine the spindle, rather than the bushings, right? So, why do it the other way round?
jn
No, it wasn't. Noise when spinning was audible a meter away and no amount of oiling would change this. Even after cleaning the bronze chips from the bottom
Big thanks for the pics. It appears the bushings look much better on yours. I wonder if it's from the mileage they've done.
Please look at the last pic very closely. It looks like there are steel chips embedded in the side wall of the bronze. That can further attack the spindle.
When I re-worked a 3 jaw chuck that was horrible, I locked a piece of brass rod in the tailstock, brought the 3 jaw hardened steel onto the brass, and used valve grinding compound to remove material of the jaws. The compound embeds itself into the softer material, in my case brass, and abrades the harder material, for me the chucks.
The bushing pictured seems to be embedding the steel chips...I would worry about it grinding down the spindle.
I have attached a picture of a steel pivot from a clock, it was running in a BRASS plate. The brass plate had a little wear, but nothing like this.
jn
Attachments

Oilite bushing can be made to very close tolerances, but not tt close. Machining the shaft is impractical because it really needs to be centerless ground. Centerless shops usually get cranky if you try to specify better than plus or minus 2 ten thousandths of an inch. They also have zero interest in custom sizing individual parts.
If you needed to fit a bearing better than that, changing the diameter of the housing would change the crush on the bushing, and thus the fit. Oilite can be bored just fine, but you need razor sharp tools and a rigid machine, otherwise the pores get smeared over as mentioned above.
Many machinists have the knowledge to do this sort of work with no trouble, but the average machinist who hasn't worked with close fit sleeve bearings, and who doesn't have access to the right tools, will only deliver a so-so bearing at best.
IMO, the best bearing would be something like cast iron, honed to size on a Sunnen machine. That would give a perfectly round and straight bore, sized as good as you were able to measure. Most engine rebuild shops have a small Sunnen machine, but not the right size arbors for tt bearings.
All that said, the DIY machinist, working carefully with a reamer, a lap and knowledge of what a shear tool is, can make a very good bearing. It just takes time and patience.
If you needed to fit a bearing better than that, changing the diameter of the housing would change the crush on the bushing, and thus the fit. Oilite can be bored just fine, but you need razor sharp tools and a rigid machine, otherwise the pores get smeared over as mentioned above.
Many machinists have the knowledge to do this sort of work with no trouble, but the average machinist who hasn't worked with close fit sleeve bearings, and who doesn't have access to the right tools, will only deliver a so-so bearing at best.
IMO, the best bearing would be something like cast iron, honed to size on a Sunnen machine. That would give a perfectly round and straight bore, sized as good as you were able to measure. Most engine rebuild shops have a small Sunnen machine, but not the right size arbors for tt bearings.
All that said, the DIY machinist, working carefully with a reamer, a lap and knowledge of what a shear tool is, can make a very good bearing. It just takes time and patience.
May I suggest Boca Bearing Company :: Ceramic Bearing Specialists
Good lubes and ceramics of most all types. Knowledgeable friendly staff, quick with a reply and reasonable pricing
Mentioning clockworks gumming up is so true, will save mechanisms from further contamination and corrosion.
Good lubes and ceramics of most all types. Knowledgeable friendly staff, quick with a reply and reasonable pricing
Mentioning clockworks gumming up is so true, will save mechanisms from further contamination and corrosion.
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Source & Line
- Analogue Source
- Modern bearing engineering, a sad story