Calvin, returning it back is not a particularly attractive option. First, there is the cost of shipping back and forth 12kg. Second, it just came from them... would they have fitted a sub-par bearing?
Even if they agree to a refund i will be left with a platter and no real plan how to fit a different bearing. And another EUR100 in shipping")
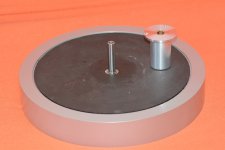
If the platter wasn't so damn heavy it would make a great wall decoration as the external finish is much better than the internal. Turn it maybe into a coffee table?
Even if they agree to a refund i will be left with a platter and no real plan how to fit a different bearing. And another EUR100 in shipping
If the platter wasn't so damn heavy it would make a great wall decoration as the external finish is much better than the internal. Turn it maybe into a coffee table?
New or old there should never be any noise from a bearing. A TT bearing that is noisy on day one won't magically polish itself smooth, it will just disintegrate like the old one did given enough time. I'd lube it with synthetic oil of low viscosity and hope for the best.
Oil impregnated bronze/copper/oilite bearings are just not designed to be run at the low rpm and low temp experienced in a turntable, they need added lubrication any decent engineer knows that, these guys apparently don't.
My SME deck had a similar bearing setup to this though massively over engineered in comparisson that used additional oil to lubricate the upper oilite bearing. The lapping and honing marks on that bearing and shaft were precise and obvious, perfect fine cross hatching.
Oil impregnated bronze/copper/oilite bearings are just not designed to be run at the low rpm and low temp experienced in a turntable, they need added lubrication any decent engineer knows that, these guys apparently don't.
My SME deck had a similar bearing setup to this though massively over engineered in comparisson that used additional oil to lubricate the upper oilite bearing. The lapping and honing marks on that bearing and shaft were precise and obvious, perfect fine cross hatching.
Looks like there is a consensus that trying to fix the bearing is just not worth it. Any ideas if it might be possible to reuse the platter with a different commercially available bearing? Would it be too optimistic to expect a reasonably good machinist to make a concentric hole without destroying the platter finish?
Is this an "inverted" bearing?
The shaft is fixed to the deck and the bearing is in the platter?
If that then the oil will run out. That would explain why they have tried to implement a "dry" bearing.
The conventional bearing has the shaft fixed to the platter and the bearing is fixed to the deck. The hole that has the bearing is also the well that retains the flooded oiled bearing.
The shaft is fixed to the deck and the bearing is in the platter?
If that then the oil will run out. That would explain why they have tried to implement a "dry" bearing.
The conventional bearing has the shaft fixed to the platter and the bearing is fixed to the deck. The hole that has the bearing is also the well that retains the flooded oiled bearing.
You wrote that you purchased it used. So did it came from the manufacturer or from a previous owner? In any case if it came from the manufacturer, I would never buy anything from them, they just don't look professional. I know this doesn't help you. In your place I would try minimize the loss and contact a skilled mechanic.
He definitely does not want a mechanic............... In your place I would try minimize the loss and contact a skilled mechanic.
A jig and tool technician would be better. But a skilled turner with extensive assembly experience is at least the requirement.
No, he needs to write that off as a bad experience and buy an LP12 from a recognised dealer.
Tongue in cheek, or not, you may turn out to be right about the first part. Bad experience is probably just as valuable, particularly when shared. Last week i pulled the plug on buying a very nice looking Vyger. Seller showed no enthusiasm in taking pics of the bearing and that made the decision easy. It was probably fine but i am getting a bit jittery about small scale operations.
A major problem with modern high end stuff is that it's nearly impossible to weed out the really bad deals. There is so much money poured into marketing, buying audio show space and reviewers, that it is just plain impossible to spot a real lemon.
As for the LP12 - i have owned quite a few in the past and generally enjoyed them. Not a chance i'll ever own another one
Is this an "inverted" bearing?
No, it's not. As already mentioned, bearing design is a copy of the Thorens 124. If i didn't know i would have guessed a Chinese copy. How silly are sometimes stereotypes.
Sorry, should have posted a pic from the beginning. Apologies.
Attachments


You wrote that you purchased it used. So did it came from the manufacturer or from a previous owner? In any case if it came from the manufacturer, I would never buy anything from them, they just don't look professional. I know this doesn't help you. In your place I would try minimize the loss and contact a skilled mechanic.
I don't see what difference it makes where it came from. The point is that the manufacturer installed a new spindle and provided a matching sleeve. Work was done on their premises by themselves. To the best of my knowledge the previous owner has upgraded to their "silence platter" which comes with a new bearing.
At this stage "minimizing the loss" probably means not pouring more money into this, or alternatively, trying to use the platter with a proven bearing.
A while ago I constructed a turntable from a heavy marble disc (I know it was a mistake) using a pecisely machined inverted bearing. There was a ball at the end of the shaft, and a tungsten carbide disc inlay at the end of the bearing for support. It gave similar cracking noise that you described. It turned out that the cause of the problem was around the ball-disc contact, the disc was not 100% perpendicular to the shaft, so the point contact wandered around. I don't know that mysterious Tidorfolon, but perhaps you could try something more conventional. Check what is used in the TD-124.
The inside of the platter seems to be poured, by what ?
It is about 2mm thick damping compound of unknown composition.
I don't know that mysterious Tidorfolon, but perhaps you could try something more conventional. Check what is used in the TD-124.
When i first got the platter i had the idea of polishing the spindle and trying to order new sintered bronze bushings. Because of the design of the sleeve it seems very hard to get the old bushings out - unlike the 124, the sleeve tapers off at one end and assembly/disassembly is only possible from the other. It looks like the tidorfolon piece has been pushed in first, then the bushings. If disassembly is possible at all, it is certainly not obvious to me. Tried hard to pull out the bushing from the old sleeve with no luck at all.
It is not a part meant to be serviced at all. If the "mysterious tidorfolon"
dies, the bearing is dead. If it is not in place - the bearing is still born.The very earliest TD-124's used two plastic, (teflon?) sleeve bearings for the main bearing shaft, the later, (and retrogrades to earlier ones) used oilite bearings.
Both versions used a plastic pad, I believe nylon, for the thrust bearing, a ball pressed into the end of the shaft.
Both versions used a plastic pad, I believe nylon, for the thrust bearing, a ball pressed into the end of the shaft.
And i think the Thorens uses plain old teflon.
That bearing sleeve doesn't look too difficult to reproduce. Someone skilled with a small lathe could do it easily. There are lots of ways to do a bearing. They could press in Oilite bushings. AR used to press in shelled babbit bearings. One easy thing to do is machine the housing from cast iron and just ream it carefully. It would require periodic oiling, but cast iron makes a great bearing. No press in bearing required. Most machinists don't like it because it makes a dirty mess when you machine it, but it's cheap, highly damped and contains lubricating graphite. I've tested many thrust pads. You can go hard contact, but only with a hard ball. I'm not a fan of this for heavy platters because the contact point invariably gets damaged. Amazingly, one of the better contacts is wood. It's brittle and can crack, but if you can fit in a reasonable thickness of Lignum Vitae, it will outlast you and your children's children. Cherry or maple, impregnated with oil can also be good. Most of the plastics, even expensive engineering plastics like Vespel and graphite loaded PEEK don't do as well. If you can get a small slab of Oilite (the bronze, not the steel Super Oilite) that also works well. All these more compliant solutions are what you want if the spindle end (ball) is soft and not removable.
With what you have, a thin oil would be the norm, but the rough surfaces will give metal-to-metal scraping noise. A heavier oil will reduce that, but the real problem is the low quality of the parts. The trouble with copies is that just because they look similar to the original they don't always perform like the original.
With what you have, a thin oil would be the norm, but the rough surfaces will give metal-to-metal scraping noise. A heavier oil will reduce that, but the real problem is the low quality of the parts. The trouble with copies is that just because they look similar to the original they don't always perform like the original.
Getting a bearing/bush out of a blind hole.
Fill the void with grease up to about the bottom of the bearing. NO air.
Insert a push fit mandrel through the bearing/bush, until it meets up with the grease. Push a bit further and the grease gets displaced upwards into the very tiny clearance around the mandrel. This clearance MUST be TINY.
Now apply a hammer and strike the top of the mandrel. Slowly the grease pushes the bush/bearing up out of the blind hole.
If the other end is open or partially open (a disc, friction fitted into the housing) then you MUST retain that disc by hammering down on to a solid anvil.
Fill the void with grease up to about the bottom of the bearing. NO air.
Insert a push fit mandrel through the bearing/bush, until it meets up with the grease. Push a bit further and the grease gets displaced upwards into the very tiny clearance around the mandrel. This clearance MUST be TINY.
Now apply a hammer and strike the top of the mandrel. Slowly the grease pushes the bush/bearing up out of the blind hole.
If the other end is open or partially open (a disc, friction fitted into the housing) then you MUST retain that disc by hammering down on to a solid anvil.
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Source & Line
- Analogue Source
- Modern bearing engineering, a sad story