My real estate agent was in a sailboat which collided with Schockley's sailboat, in SF Bay off East Palo Alto, middle 1960s. She confirms he is the hole of an azss raised to the eleventh power. She sued him for damages and won.
Good for her!!!
🙂
I met a few as an EE. One told me "I cant believe I'm in love with a geek"!
Nerds rule. Period.
Now you can prove a 1/4" pin will not fit in a 1/4" hole! (There is a reason why if you drill a hole with a 1/4" bit and carefully measure it, you will find it is actually over size! Of course a 1/4" bolt is also undersized.)
Any decent Toolmaker should know how to (hand) sharpen a drill to cut on size if required.
TCD
I would not try to sharpen a drill bit to that kind of accuracy. "A good man knows his own limitations".
I will use under/over reamers instead, and just drill the hole 1/16th undersize.
Funny thing, now when I click on youtube some of the pop up videos are wire edm, big brother is watching me. Just watched a video where a guy using his home made EDM cut a "M" out of cold rolled steel, both hole and insert, such that on a table, the inner will slowly fall into the outer because the air has such a small gap.
What I learned is that there is a set of ISO standards for hole/shaft clearance, to specify the tolerances needed for the fit, in this case he needed H7/h6.
This is all new to me, I'm sure many of you already know this.
This stuff is just sooo cool..
Wire-EDM Machine, MK2 Redesign: Part 12, servos for the C-arc - YouTube
jn
I will use under/over reamers instead, and just drill the hole 1/16th undersize.
Funny thing, now when I click on youtube some of the pop up videos are wire edm, big brother is watching me. Just watched a video where a guy using his home made EDM cut a "M" out of cold rolled steel, both hole and insert, such that on a table, the inner will slowly fall into the outer because the air has such a small gap.
What I learned is that there is a set of ISO standards for hole/shaft clearance, to specify the tolerances needed for the fit, in this case he needed H7/h6.
This is all new to me, I'm sure many of you already know this.
This stuff is just sooo cool..
Wire-EDM Machine, MK2 Redesign: Part 12, servos for the C-arc - YouTube
jn
Last edited:
Any decent Toolmaker should know how to (hand) sharpen a drill to cut on size if required.
TCD
It is not a matter of centering the tip or diameter of the drill. A standard two flute drill does not drill a perfectly round hole. To get a precise hole the standard practice is to use a reamer with a jig to make sure it is perpendicular. That gets very close but still not perfectly round.
Next we could talk about taper pins and taper pin reaming to align parts.
I would have never noticed that in a million years.
I would say you are strange, but you are indeed correct.
I didn't care for his first design anyway. It shouldn't be so complicated for two simple functions. A constant velocity payout and a constant torque pull at the other end.
He did note the electrical interference issue with tension measurement. But honestly, using a strain guage that does millivolts on a wire that is sparking and at hundreds of volts potential? The EMI issue is awesome, and a really cool challenge.
I would put the wire at ground potential, pulse the work, and keep that loop as small as possible to the stripline.
I was also thinking that if I run the wire across two brass rollers with a pair of neo magnets, I could make a resonance using low level ac current and use a frequency lock circuit to make the resonance what it needs to be. Add in a DC bias to the wire, and the wire can be used to create signal in a small pickup coil like a guitar pickup.
The wire resonance will be at least four orders of magnitude below the EDM frequencies.
jn
edit...I did see how he runs the wires no his mark 1 unit, his loop is probably a 10 by 10 inch loop between the orange and white wire. Funny he mentioned this old tony as what he can watch while the EDM is going.
I would say you are strange, but you are indeed correct.
I didn't care for his first design anyway. It shouldn't be so complicated for two simple functions. A constant velocity payout and a constant torque pull at the other end.
He did note the electrical interference issue with tension measurement. But honestly, using a strain guage that does millivolts on a wire that is sparking and at hundreds of volts potential? The EMI issue is awesome, and a really cool challenge.
I would put the wire at ground potential, pulse the work, and keep that loop as small as possible to the stripline.
I was also thinking that if I run the wire across two brass rollers with a pair of neo magnets, I could make a resonance using low level ac current and use a frequency lock circuit to make the resonance what it needs to be. Add in a DC bias to the wire, and the wire can be used to create signal in a small pickup coil like a guitar pickup.
The wire resonance will be at least four orders of magnitude below the EDM frequencies.
jn
edit...I did see how he runs the wires no his mark 1 unit, his loop is probably a 10 by 10 inch loop between the orange and white wire. Funny he mentioned this old tony as what he can watch while the EDM is going.
Last edited:
Any decent Toolmaker should know how to (hand) sharpen a drill to cut on size if required.
TCD
I know how to do it, just never got the hang of it🙂
In the days, we had holes jig ground. I did design work for one of our sub-contractors that did jig ginding, the Moore jig grinders they used had read-outs to 5 decimal places. They said they could work to them😀 They did....
The challenge is to measure millivolts at hundreds of kV. I did that successfully in the eighties through fiber optic signal transfer from the well shielded active sensor.
It is not a matter of centering the tip or diameter of the drill. A standard two flute drill does not drill a perfectly round hole. To get a precise hole the standard practice is to use a reamer with a jig to make sure it is perpendicular. That gets very close but still not perfectly round.
Of course, but if you need to drill an on size hole and don't have a reamer you can do it with surprising accuracy. It's handy to know.
You don't need a jig, just a Mill or Radial Arm Drill.
Next we could talk about taper pins and taper pin reaming to align parts.
This is all kids stuff Ed - design and build a follow on press tool or plastic injection mold with cam operated side cores.
High speed special purpose manufacturing machinery - I kind of miss all this stuff... life goes on 🙂
I'd like to have a closer look at this Die, hydraulic side cores etc. Currently
largest die casting M/C in the world, 6000T. The company (IDRA) is now working on an 8000T machine.
Tesla Releases Video Of Giga Press In Action Producing Giant Single Piece Rear Body, Tesla Fans - YouTube
They also have some other interesting new processes like LPF (low pressure forging)
TCD
To change the subject for a moment, turns put optical phono cartridges are now available separately from the phono preamp electronics. Some info for designing a preamp is given in a pdf which is too large to attach. Its in my dropbox though: Dropbox - EQ Infover1.01 (optical cartridge info).pdf - Simplify your life
Last edited:
To change the subject for a moment,
 Little over an hour prior, you posted, "Sorry the thread got sidetracked. If you have questions you would like to discuss without extra commotion, please feel free to send me a PM."
Little over an hour prior, you posted, "Sorry the thread got sidetracked. If you have questions you would like to discuss without extra commotion, please feel free to send me a PM."Even(Dis)Harmonics
I've seen a lot of your postings lately, none of them even had a shadow of a positive contribution.
Hans
I've seen a lot of your postings lately, none of them even had a shadow of a positive contribution.
Hans
Not much info there that isn't known from the properties of constant velocity vs amplitude transducers. Besides that these are still a stylus/cantilever system. They also discuss "magnetic resistance" which I take to mean the reciprocity of the generator in MC/MM cartridges. Indeed the reciprocity of the optical generator is identically zero, but there is no evidence of it being a factor in MM or MC carts.
BTW I could find no specs/measurements of any kind on their web site.
BTW I could find no specs/measurements of any kind on their web site.
Last edited:
We haven't heard for quite a while from our friend R.N. Marsh.
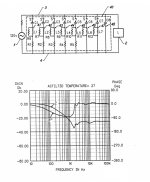
Just by coincidence, I came across two patents.
# 5.227.962 from july 13, 1993 and # 5.260.862 from nov 9, 1993.
Both patents are identical in describing a power line filter with 7 notch filters on the 60Hz mains harmonics plus an extra cap to correct the power factor to become close to 1.
These two patents are claimed to be owned by MIT Cables and used for their power conditioners.
But guess who's the inventor of these patents, yes indeed, it was the one and only R.N.Marsh. 😀
Hans
.
Just by coincidence, I came across two patents.
# 5.227.962 from july 13, 1993 and # 5.260.862 from nov 9, 1993.
Both patents are identical in describing a power line filter with 7 notch filters on the 60Hz mains harmonics plus an extra cap to correct the power factor to become close to 1.
These two patents are claimed to be owned by MIT Cables and used for their power conditioners.
But guess who's the inventor of these patents, yes indeed, it was the one and only R.N.Marsh. 😀
Hans
.
Attachments
To change the subject for a moment, turns put optical phono cartridges are now available separately from the phono preamp electronics.
You can listen here; TOPNEW |. The pre-echo on the lead-in groove of the first cut is something I have never heard, all in all it sounds like LP's love 'em or hate 'em. Nothing here would invade my wallet.
I can see a plus by avoiding the cart magnetic field shielding headaches, and yet another possible hum source. Other than that, nothing, zip, nada, jack **** new or interesting.
Are you the ultimate arbiter of what positive contribution is? If not, lets start with this question which you apparently missed or ignored.none of them even had a shadow of a positive contribution.
But guess who's the inventor of these patents, yes indeed, it was the one and only R.N.Marsh. 😀
I remember he dropped one of them here years ago. My concern is this solution seems awfully expensive when you size the inductors needed for a significant load for filtering in the audio range.
- Home
- Member Areas
- The Lounge
- The Black Hole......