After a never ending limbo of seeking aluminium in small quantities that guarantees perfect decorative anodization.
This is only manageable if you order 3 tons directly from the forgery with factory certificate - this is what the manufacturers do.
Alloys from traders can have imperfections because sources -forgeries- are unknown. Above all, those imperfections can only be seen AFTER anodization, not before.
So I want to use brass. It can be also painted (of course not there where heat needs to be dissipated).
In case anyone wants to suggest this:
Painting aluminium professionaly needs a special surface treatment called passivation. This adds cost. Or I meet someone from Boeing.
Brass can be painted right away.
Now to my project is a class A/B Amp with DAC.
The brass side panels are very thick:
Almost 5/8" (15mm) for the Power Transistors 2SA1695 / 2SC4467, maximum output power is 80W into 4ohms.
I fact, the Amp it is a resurrected Nakamichi IA-3 amp with better parts and toroidal tranformer, if someone wants to check data. Surprisingly good sound.
As far as I remember, voltage was around 32V.
A heatsink will still be added on the outside of the side panel, it was always part of the original design that was based on aluminium.
I will only change material, not the finished design.
But infortunately the extruded heatsinks that are part of the cabinet/case can not be obtained in copper, remember
galvanic series.
Thus it will still be black anodized aluminium, galvanically isolated from the brass panels. Thus the heat has to cross some junction between brass and aluminium, like mica.
Surface of the side panel is about 34 square inches (0.022m2) without heatsink. (Hope i did the math correctly)
But the amp has also a Buffalo DAC built in with Placid power supplies.
They disspate a lot, but for the transistors, heatsinks like the SK104
SK 104 50,8, Extruded heatsinks for PCB mounting, Heatsinks f.cool, Fischer Elektronik
are normally used. Inside a -closed- cabinet
But I would mount the transistors of the Placids (one single / one dual) on the baseplate. Six TO-220 trannies, four of them laid out in a square of about 5"x2"
Thickness of the bottom plate is about 1/5" (5mm), but surface is rather big:
147 square inches (0.095m2), with thermal connection to the side and front panels
Doable?
BTW, Thermal conductivity / λ (W/(m*K) between the Aluminium alloy (AlMg3) and brass are not that big, at least compared with copper:
Brass: 109 -121
Aluminium (AlMg3):140-160
Copper, pure: 401
Copper normally traded: 240-380
But on the other hand if I understand things correct:
Assuming I would use heatsinks of exact same size (and surface),
Thermal conductivity tells me that the transistors would run 39 degrees centrigrade hotter with the best brass alloy compared to the best aluminium alloy?
But anyway, with the thickness and surface given before, would a brass cabinet be doable?
All the best,
Salar
This is only manageable if you order 3 tons directly from the forgery with factory certificate - this is what the manufacturers do.
Alloys from traders can have imperfections because sources -forgeries- are unknown. Above all, those imperfections can only be seen AFTER anodization, not before.
So I want to use brass. It can be also painted (of course not there where heat needs to be dissipated).
In case anyone wants to suggest this:
Painting aluminium professionaly needs a special surface treatment called passivation. This adds cost. Or I meet someone from Boeing.
Brass can be painted right away.
Now to my project is a class A/B Amp with DAC.
The brass side panels are very thick:
Almost 5/8" (15mm) for the Power Transistors 2SA1695 / 2SC4467, maximum output power is 80W into 4ohms.
I fact, the Amp it is a resurrected Nakamichi IA-3 amp with better parts and toroidal tranformer, if someone wants to check data. Surprisingly good sound.
As far as I remember, voltage was around 32V.
A heatsink will still be added on the outside of the side panel, it was always part of the original design that was based on aluminium.
I will only change material, not the finished design.
But infortunately the extruded heatsinks that are part of the cabinet/case can not be obtained in copper, remember
galvanic series.
Thus it will still be black anodized aluminium, galvanically isolated from the brass panels. Thus the heat has to cross some junction between brass and aluminium, like mica.
Surface of the side panel is about 34 square inches (0.022m2) without heatsink. (Hope i did the math correctly)
But the amp has also a Buffalo DAC built in with Placid power supplies.
They disspate a lot, but for the transistors, heatsinks like the SK104
SK 104 50,8, Extruded heatsinks for PCB mounting, Heatsinks f.cool, Fischer Elektronik
are normally used. Inside a -closed- cabinet
But I would mount the transistors of the Placids (one single / one dual) on the baseplate. Six TO-220 trannies, four of them laid out in a square of about 5"x2"
Thickness of the bottom plate is about 1/5" (5mm), but surface is rather big:
147 square inches (0.095m2), with thermal connection to the side and front panels
Doable?
BTW, Thermal conductivity / λ (W/(m*K) between the Aluminium alloy (AlMg3) and brass are not that big, at least compared with copper:
Brass: 109 -121
Aluminium (AlMg3):140-160
Copper, pure: 401
Copper normally traded: 240-380
But on the other hand if I understand things correct:
Assuming I would use heatsinks of exact same size (and surface),
Thermal conductivity tells me that the transistors would run 39 degrees centrigrade hotter with the best brass alloy compared to the best aluminium alloy?
But anyway, with the thickness and surface given before, would a brass cabinet be doable?
All the best,
Salar
I'm not grasping some of the initial premise. There's little problem getting small quantities of aluminum that will anodize just fine. There's also no guarantee that aluminum from some big lot, with certs, won't have some flaws. Passivation is done to stainless steel- not sure if the term applies to aluminum or not. Painting aluminum requires a conversion/cleaner, but they now also have spray cans of paint made just for aluminum, with an etchant built in. The former should be available at any auto body supply shop and probably boat supply stores as well. The latter should be stocked in the larger home improvement stores.
Anything between the aluminum and brass is going to make things worse. I'd just use a very thin layer of thermal grease and that should protect the joint. If the aluminum is anodized, there should be no problem at all. Will the brass get any coating? If not, it will turn dark and stain. The big concern is machining both pieces perfectly flat so they're in intimate contact and using enough fasteners to keep them that way.
IMO, a heavy brass chassis is going to be expensive, heavy and not perform as well as aluminum. That said, I think it will work fine if the details are done right.
Anything between the aluminum and brass is going to make things worse. I'd just use a very thin layer of thermal grease and that should protect the joint. If the aluminum is anodized, there should be no problem at all. Will the brass get any coating? If not, it will turn dark and stain. The big concern is machining both pieces perfectly flat so they're in intimate contact and using enough fasteners to keep them that way.
IMO, a heavy brass chassis is going to be expensive, heavy and not perform as well as aluminum. That said, I think it will work fine if the details are done right.
Last edited:
There's little problem getting small quantities of aluminum that will anodize just fine. There's also no guarantee that aluminum from some big lot, with certs, won't have some flaws. Passivation is done to stainless steel- not sure if the term applies to aluminum or not.
Well - parts are milled with a guaranteed tolerance of 0.02mm.
Already sent samples to seven anodizing companies - all samples came back bad. Soetimes ridiciously bad with errors visible at first glance. Not as good as your ordinary brushed Sony, Onkyo, Nakamichi, Yamaha, Marantz., your sandblasted Macbook or Iphone
Irregularites in brushing, dyeing, the anodizing layer, or coarse - grained structures in surfaces that should be even.
Yes. Aluminiun can have grainy structures.
We even tried thicker plates and milled them down from both sides to the desired thickness, still grainy structures.
Best Aluminium for decorative anodizing is EN AW 6060 (AlMgSi0.5) It is the most common but not easily available in thicknesses as 15mm and with certificates that state grainless and even structures.
(alloys for planes have to fulfil this by default, but they are not suitable for decorative anodizing.
Eve though it is common and used and traded in huge amounts, companies have it forged directly for their purposes
Material of Choice is AlMg3 - EN AW 5754 is the wrought variant and it is not as suitable as the forged variant 3.3535.
And still this forged variant still has to be smoothed with very fine milling cutter before brushing or sandblasting
See? Became an expert on this. With all these hassles, it can also be brass. They wouldbe the same if I decided to put a chrome lyer on the brass, it can be grainy as well.
I will definately not paint it myself, I want perfect surfaces, thus I need a company that works in lint / dust fre environments.
As far as I know, the only paints suitable fo Aluminium are used in the airchaft industries. Knowledge of painting Brass is more common, with a wider variants of Coatings.
Last edited:
It's actually quite easy to get low quantity cuts of aero certified aluminium from an aero merchant like thyssenKrupp aerospace. This is done routinely in the mechanical engineering world when material defects cannot be afforded - which they can't when you're only producing one or two parts.
Anodization has varying levels of quality - and can be done badly. The color from anodizing comes from dye. Same dye that is used for clothes. A clear coat of aluminum oxide is applied with the electrochemical anode reaction via current in acid. Then it is washed and rinsed. Then placed in a pot of boiling dye (like RIT etc). Good quality black is hard to do. Good quality high intensity dyes are important and well as surface pretreatment.
Last edited:
As far as I know Brass is about three times as expensive as aluminium, but perhaps that is not an issue in this case.
Brass is also notoriously difficult to paint, and most paints don't seem to wear well especially on the corners where the paint soon wears off.
Have you considered a ferrous metal instead, steel is much cheaper and is much better at holding paint.
Clive
Brass is also notoriously difficult to paint, and most paints don't seem to wear well especially on the corners where the paint soon wears off.
Have you considered a ferrous metal instead, steel is much cheaper and is much better at holding paint.
Clive
Thanks to all replies.
Will checl Thyssen Krupp aerospace, but I doubt they offer the alloys suitable
for decorative anodizing i.e, the ability to to grow an even oxide layer that does not become grey. mt490, do you have someone to contact?
Strong colours (Black, blue red etc) are easier to apply. Weak colours (like EV02, "Champagne") make problems, colours can change from part to part.
Thought about ferrous metals, but heat transfer is an issue.
What makes finding good aluminium so special is the fact., that anodizers do not care ur propose sources of good aluminium.
It´s all the customer´s problem.
BTW, any Koreans in this forum?
This company
KWANGDONG HITECH Co., Ltd.
Kwangdong Hitech makes great, brushed and extremely glossy aluminium surfaces. Met them @ IFA in Berlin. Did find this glossy style only with an italian company who refused to do samples.
Many companies explained to me that glossy anodizing which was extremely common in the 70s and 80s is rarely done today because of environmental requirements.
Kwangdong work for Samsung and probably Aurender. But there is language barrier, the english is rudementary thus I could not negotiate into details.
All the best,
Salar
Will checl Thyssen Krupp aerospace, but I doubt they offer the alloys suitable
for decorative anodizing i.e, the ability to to grow an even oxide layer that does not become grey. mt490, do you have someone to contact?
Strong colours (Black, blue red etc) are easier to apply. Weak colours (like EV02, "Champagne") make problems, colours can change from part to part.
Thought about ferrous metals, but heat transfer is an issue.
What makes finding good aluminium so special is the fact., that anodizers do not care ur propose sources of good aluminium.
It´s all the customer´s problem.
BTW, any Koreans in this forum?
This company
KWANGDONG HITECH Co., Ltd.
Kwangdong Hitech makes great, brushed and extremely glossy aluminium surfaces. Met them @ IFA in Berlin. Did find this glossy style only with an italian company who refused to do samples.
Many companies explained to me that glossy anodizing which was extremely common in the 70s and 80s is rarely done today because of environmental requirements.
Kwangdong work for Samsung and probably Aurender. But there is language barrier, the english is rudementary thus I could not negotiate into details.
All the best,
Salar
Just checked Thyssen Aerospace. As expected, the do not offer aluminium for decorative anodizing. They offer Type EN AW 6061
This is closest to the best alloy for anodizing, EN AW 6060.
Numbers for decorative anodizing are 1=best, 6=worst.
6060 is 1, 6061 is 3. Difference between alloys is only 0.5% more of MgSi in 6061, that makes it already unsuitable.
BTW, classical front panels done by extrusion are made from 6060. As milling became common (those famous 5-10mm thick front panels)
AlMg3 EN AW 5754 became also common. But the anodized surface is more dull by default.
This is closest to the best alloy for anodizing, EN AW 6060.
Numbers for decorative anodizing are 1=best, 6=worst.
6060 is 1, 6061 is 3. Difference between alloys is only 0.5% more of MgSi in 6061, that makes it already unsuitable.
BTW, classical front panels done by extrusion are made from 6060. As milling became common (those famous 5-10mm thick front panels)
AlMg3 EN AW 5754 became also common. But the anodized surface is more dull by default.
Last edited:
Too soft.
I even tried a company, that galvanizes pure aluminium on other surfaces,
including aluminium alloys, but this has not reached industrial scale yet. Because of brushing and sandblasting, this layer must be 1/10th mm, this cannot be done yet. Aluminium alloys change their properties drastically forged with very small mounts of other metals. If this would not have been discovered early, pure aluminium would be of no use today.
I even tried a company, that galvanizes pure aluminium on other surfaces,
including aluminium alloys, but this has not reached industrial scale yet. Because of brushing and sandblasting, this layer must be 1/10th mm, this cannot be done yet. Aluminium alloys change their properties drastically forged with very small mounts of other metals. If this would not have been discovered early, pure aluminium would be of no use today.
Standard 6061 aluminum anodizes nicely and isn't grainy at all. It sounds like your anodize shops aren't preparing the parts for anodizing correctly. If they mess it up, they should be stripping it and running it again. Freshly stripped aluminum anodizes very nicely.
His perceived problem seems to be that it won't get him specific tone of bright gloss metal look, like gold, rose or something else like that, which may be true if he is after effectively a 'true metal finish'. Bright metal finishes are most often plated and if a specific non-metal tone is required treated with a deposited lacquer.
In any case the more I read into it it sounds like the OP is after a very specific artistic feel to his production which the words aren't describing, so it's rather difficult to say what might help.
If the question comes back to 'Could I make the case out of brass?' The answer is, yes you can.
His perceived problem seems to be that it won't get him specific tone of bright gloss metal look, like gold, rose or something else like that, which may be true if he is after effectively a 'true metal finish'
Correct. For this, 6060 (not 6061) is the only alloy. 5754 is second.
Check this, there is a list of anodizable alloy on the bottom:
Brief Specialist Information | Rohde AG
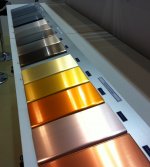
This is what I got on my journey:
Grainy and bad brushing (Alloy 5754) and dull (Alloy 6060, remember, the best for anodizing) with white spots.
Remember, these were "Pro" anodizing companies, who dared to send this back
The last image shows what I want. These are samples from the anodizing company Kwangdong.
Back to brass: What Brass alloys are suitable for CNC - milling, i.e for best chip breking? (Hope it is the right englishterm. Means that you get clean edges when milling)
All the best, Salar
Attachments


Last edited:
You mean the second with the white spots. I know.Salar the first image shows over etched piece
Company never reacted to the complaint
The brushing was done with machine. Still it is the brusher to take care.
Becoming a brusher was a trained education here in Germany, i.e. for the watch-industry. This is not trained anymore. One anodizing company (that went bankrupt half a year later) told me to hurry up, their brusher was to retire.
Also very interesting. All german anodizing companies I tried so far seemed to brush dry with sanding paper. The Koreans claimed to use oil while brushing.
Thats why the parts are so glossy.
Using oil is a no-go, because the surface has to be oil-free before anodizing.
This is why etching is done. Maybe they said "oil" because it was easier to translate and use something instead that is soluble in water.
But anyway, 90% of anodizing companies do not think about decorative anodizing, it is done for machines. It has to be technical, put an oxide layer on it
and do not care about looks.
Thanks for mentioning 6063, but it must be 20mm thick and 350mm wide.
Can´t get 6060 in this size, thickness stops at 12mm and extruded profiles with 20mm thicknes are not wide enough...
Last edited:
Have you checked with hifi2000, an italian manufacturer of aluminum cases and heatsinks? They make the cases sold in the forum's store.
The quality is quite nice, they have tons of experience in this sector and depending on quantity will do anything you want regarding sizes, colors, finishing.
The quality is quite nice, they have tons of experience in this sector and depending on quantity will do anything you want regarding sizes, colors, finishing.
Have checked them, but my design is completely homebrew.
What they offer are customizations, also their material does not exceed
10mm. Same with a German company named Schaeffer.
https://www.schaeffer-ag.de/en/
But I have somebody to mill aluminium or brass.
Made some corporate videos for him, will get the milling in return.
So no payment involved besides material and anodizing.
He also anodizes from time to time as a hobby, this is how we met in a forum. But you need a professional company to get the look I desire.
He mills for industrial applications, with tolerances sometimes up to 0.001mm.
So, as one example, he has to take care that material is stress-relieved, bat has not to take care that it gets a glossy finish...
Common material he uses very often is 7075, that can be anodized black, but never has a glossy look.
Here are some videos I made for him:
https://www.youtube.com/watch?v=1wPpUcBD-ug
https://www.youtube.com/watch?v=bjclxORTiDM
He also builds winches for model aircrafts with his second company:
https://www.youtube.com/watch?v=DWEsZZBqCfc
This is a forum for music lovers. The music I used is royalty free.")
Still it is not sooo bad,
https://incompetech.com/
I´ve heard worst music from companies that professionally sell music for use in media
What they offer are customizations, also their material does not exceed
10mm. Same with a German company named Schaeffer.
https://www.schaeffer-ag.de/en/
But I have somebody to mill aluminium or brass.
Made some corporate videos for him, will get the milling in return.
So no payment involved besides material and anodizing.
He also anodizes from time to time as a hobby, this is how we met in a forum. But you need a professional company to get the look I desire.
He mills for industrial applications, with tolerances sometimes up to 0.001mm.
So, as one example, he has to take care that material is stress-relieved, bat has not to take care that it gets a glossy finish...
Common material he uses very often is 7075, that can be anodized black, but never has a glossy look.
Here are some videos I made for him:
https://www.youtube.com/watch?v=1wPpUcBD-ug
https://www.youtube.com/watch?v=bjclxORTiDM
He also builds winches for model aircrafts with his second company:
https://www.youtube.com/watch?v=DWEsZZBqCfc
This is a forum for music lovers. The music I used is royalty free.
Still it is not sooo bad,
https://incompetech.com/
I´ve heard worst music from companies that professionally sell music for use in media
Last edited:
Using oil prior to anodizing isn't a problem. Just wash it properly after. The aluminum in the last picture looks like it has a clear coat on it.
Well, tell this a company... they don´t wash individually, they etch to clean
the surface.
The aluminum in the last picture looks like it has a clear coat on it
No clear coat. About 7 - 10 µm oxide layer.
But I met professional anodizers to which I showed
a glossy Nakamichi front panel as reference, who stated it was painted.
Which of course turned out to be wrong.
Another professional anodizer mistook my Ipad as being made out of plastic.
Reason: Those idiots (don´t give the company name) etch very long as ordinary routine to clean the aluminium.
In their time off, they simply seem to be blind when going to an electronic shop or answering a call with their cell phone or making a coffee.
(Besides hving astereo at home)
I Got samples from them that could be stained and darkened with body fat because they had micro porosity on the surface and were obviously
bad sealed (Sealing in anodizing meas that the part is cooked in hot water so that the oxide layer closes it gaps/holes.)
I would propose that any hints or statements/speculations about should not be done as long as it is not first hand experience.
Any useful hints to suppliers are welcome
(Again: Anodizers do not supply aluminium,
as long as they do not in-house mass production - from milling to anodizing
90% only anodize, many of them don not even brush or sandblast)
Any Korean members welcome
In fact, I am also in contact with this company, Albea:
Home
They could built the prototypes and anodize them,
also they make great surfaces but the first samples were even not sent
to me because I gave them material that turned out to be grainy.
They gave me hints to suppliers, but it is a three years lasting chain of circles:
No supplier (or better trader) guarantees that the actual batch is perfect.
Last edited:
I do my own anodizing, and have done quite a bit of experimenting with different finishes. The biggest issue with anodizing is cleanliness. Any anodizing shop that tells you having oil on the surface is a problem obviously doesn't clean the aluminum properly prior to going into the tanks. Aluminum will normally secrete oils when you work with it(the black crap it leaves on your hands when you rub it), so it need a thorough degrease before doing anything with it anyway. Each part needs to be degreased until distilled water doesn't bead on it.
Another issue with aluminum finishing is temperature. If you get it hot while finishing, it will appear to shine more, but on close inspection, the surface will be porous. This sounds like what you are describing. A wet sand will produce slightly less shine, but a far superior surface finish.
I haven't tried this yet, but I think I may know how to achieve the surface finish you would like. A course sanding with a sanding jig will get your brushed finish. To make it bright, follow the course sand with 1000 grit wet sand to bring the peaks of the scratches to a bright finish, but leaving the deep scratches (much like plateau honing a cylinder in an engine). I'll try this on a sample the next time I have the tanks warmed up.
Another issue with aluminum finishing is temperature. If you get it hot while finishing, it will appear to shine more, but on close inspection, the surface will be porous. This sounds like what you are describing. A wet sand will produce slightly less shine, but a far superior surface finish.
I haven't tried this yet, but I think I may know how to achieve the surface finish you would like. A course sanding with a sanding jig will get your brushed finish. To make it bright, follow the course sand with 1000 grit wet sand to bring the peaks of the scratches to a bright finish, but leaving the deep scratches (much like plateau honing a cylinder in an engine). I'll try this on a sample the next time I have the tanks warmed up.
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Amplifiers
- Solid State
- Thick Brass for Amp Enclosure - Good Heat Dissipation Guaranteed?