Hi all,
I wanted to share my experience with this in case the results are of value to anyone else. I am the second owner of a Townshend Rock MKIII turntable (see more info here if you aren't familiar with it Townshend Audio Rock Mark III Turntable), and I have had to do innumerable repairs to get this turntable back into tip top operating shape.
One of the most common needed repairs is refreshing the bearing - this deck uses an inverted bearing design. Most Max Townshend designs (maybe all?) have some variant of this, so he created a document that explains how to refresh bearings on his turntables that takes a 3 step process of using a fine engineers file, 1200 grit sandpaper, and a metal polish like autosol to remove the dimple at the top created by the ball bearing.
I noticed my turntable was starting to experience some speed issues - notably wow that could be heard on piano note decay and other long drawn out tones. I opened up the bearing and noted that mine had the dimple on the thrust plate and also my ball had several spots of corrosion or rust of some kind, so I figured it was time for a change.
I reached out to Max Townshend and he provided me with the document I mentioned above, so I proceeded to acquire all the components for the three step process. There ended up being a slight problem with his advised methodology: it didn't work at all. For one, the thrust plate (about 1/4 inch in diameter) on my turntable was sunken into the tip of the bearing about one millimeter deep, so running a file over the top to remove the dimple was impossible. Secondly, the plate is made of tungsten carbide, so the 1200 grit sandpaper and the Autosol polish simply dodn't work on it because the material is too hard. I noticed that the thrust pad just looked worse after I attempted to run the sandpaper over it because the aluminum rod I was using was scoring the material through the sandpaper. I asked a machinist and he said tungsten material moves around easier than the material being removed, so scratches show up but the sandpaper does nothing. Hours spent using the Autosol yielded no results.
Frustrated that the manufacturer instructions had failed me, I started to research how to polish tungsten carbide. There is so little information online I was afraid it was impossible, but what did keep popping up was diamond lapping pastes. I ordered a 7 piece set of mirror finish diamond lapping pastes from Amazon that began at 5 micron and went all the way up to .25 micron. Since Max's document recommended 1200 grit sandpaper for smoothing, I checked a comparison chart and decided to order an additional container of lapping paste that was 14 micron - the equivalent of 1500 grit sandpaper. I hoped this would work for the initial material removal since it was closer to the 5 micron starting point of the other pastes. I also ordered a set of 100 felt polishing tips for my Dremel tool.
This combination worked. Using the 14 micron paste on the dremel polishing tip I was able to remove the dimple in the thrust plate, and also all of the scoring damage that I had caused trying to use the sandpaper. After I finished with each grade of paste I would clean the thrust plate and surrounding area with white mineral spirits. I would then start with a new dremel tip and work on the plate with the next grade of lapping paste, going all the way up to .25 micron. At 1 micron the mirror finish was already evident. At the end, I had a thrust plate that looked as good as new.
I had ordered a tungsten carbide ball to replace the rusted steel one, Max Townshend told me it would work fine, although I'm not sure if I should trust that because now I have a super hard material rubbing against itself in the bearing. Regardless, once this process was done, I recharged the bearing fluid, dropped the subplatter on top, and hooked it up. What a marked improvement in sound - so much cleaner. The long tones don't wobble any more, and everything sounds so much better. It was hard work, but I'm glad I did it!
I hope that is helpful - I'm not sure if other turntables run into this issue, but I'm happy to answer any questions!
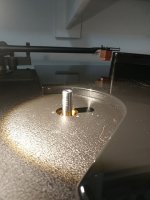
The attached picture is of one of the stages of lapping paste being applied with the dremel tip.
I wanted to share my experience with this in case the results are of value to anyone else. I am the second owner of a Townshend Rock MKIII turntable (see more info here if you aren't familiar with it Townshend Audio Rock Mark III Turntable), and I have had to do innumerable repairs to get this turntable back into tip top operating shape.
One of the most common needed repairs is refreshing the bearing - this deck uses an inverted bearing design. Most Max Townshend designs (maybe all?) have some variant of this, so he created a document that explains how to refresh bearings on his turntables that takes a 3 step process of using a fine engineers file, 1200 grit sandpaper, and a metal polish like autosol to remove the dimple at the top created by the ball bearing.
I noticed my turntable was starting to experience some speed issues - notably wow that could be heard on piano note decay and other long drawn out tones. I opened up the bearing and noted that mine had the dimple on the thrust plate and also my ball had several spots of corrosion or rust of some kind, so I figured it was time for a change.
I reached out to Max Townshend and he provided me with the document I mentioned above, so I proceeded to acquire all the components for the three step process. There ended up being a slight problem with his advised methodology: it didn't work at all. For one, the thrust plate (about 1/4 inch in diameter) on my turntable was sunken into the tip of the bearing about one millimeter deep, so running a file over the top to remove the dimple was impossible. Secondly, the plate is made of tungsten carbide, so the 1200 grit sandpaper and the Autosol polish simply dodn't work on it because the material is too hard. I noticed that the thrust pad just looked worse after I attempted to run the sandpaper over it because the aluminum rod I was using was scoring the material through the sandpaper. I asked a machinist and he said tungsten material moves around easier than the material being removed, so scratches show up but the sandpaper does nothing. Hours spent using the Autosol yielded no results.
Frustrated that the manufacturer instructions had failed me, I started to research how to polish tungsten carbide. There is so little information online I was afraid it was impossible, but what did keep popping up was diamond lapping pastes. I ordered a 7 piece set of mirror finish diamond lapping pastes from Amazon that began at 5 micron and went all the way up to .25 micron. Since Max's document recommended 1200 grit sandpaper for smoothing, I checked a comparison chart and decided to order an additional container of lapping paste that was 14 micron - the equivalent of 1500 grit sandpaper. I hoped this would work for the initial material removal since it was closer to the 5 micron starting point of the other pastes. I also ordered a set of 100 felt polishing tips for my Dremel tool.
This combination worked. Using the 14 micron paste on the dremel polishing tip I was able to remove the dimple in the thrust plate, and also all of the scoring damage that I had caused trying to use the sandpaper. After I finished with each grade of paste I would clean the thrust plate and surrounding area with white mineral spirits. I would then start with a new dremel tip and work on the plate with the next grade of lapping paste, going all the way up to .25 micron. At 1 micron the mirror finish was already evident. At the end, I had a thrust plate that looked as good as new.
I had ordered a tungsten carbide ball to replace the rusted steel one, Max Townshend told me it would work fine, although I'm not sure if I should trust that because now I have a super hard material rubbing against itself in the bearing. Regardless, once this process was done, I recharged the bearing fluid, dropped the subplatter on top, and hooked it up. What a marked improvement in sound - so much cleaner. The long tones don't wobble any more, and everything sounds so much better. It was hard work, but I'm glad I did it!
I hope that is helpful - I'm not sure if other turntables run into this issue, but I'm happy to answer any questions!
The attached picture is of one of the stages of lapping paste being applied with the dremel tip.

Thrust plate
If I understand this the thrust plate you are lapping is at the top of the tower in the picture over which the platter and ball bearing fit?
I have a SOTA where the thrust plate is on the end of the spindle and the bearing tower comes up from the sub chassis with the bearing on top. The thrust plate was damaged and now removed. I am considering using a replacement made from Torlon and looking at how to finish the Torlon surface where it meets the ball bearing.
Did you use much pressure when lapping or just enough to make contact? A bit more detail on speed, time and the compounds use would be very helpful for me. My other alternative is to have the Torlon vapor finished which I would need to outsource. Thanks
If I understand this the thrust plate you are lapping is at the top of the tower in the picture over which the platter and ball bearing fit?
I have a SOTA where the thrust plate is on the end of the spindle and the bearing tower comes up from the sub chassis with the bearing on top. The thrust plate was damaged and now removed. I am considering using a replacement made from Torlon and looking at how to finish the Torlon surface where it meets the ball bearing.
Did you use much pressure when lapping or just enough to make contact? A bit more detail on speed, time and the compounds use would be very helpful for me. My other alternative is to have the Torlon vapor finished which I would need to outsource. Thanks
I only now noticed this very interesting thread. Many thanks to Alexander for the long post!
I am a bit surprised if the dimple was the cause for the audible wow. Perhaps due to the inverted design it really was. Is the wow now gone?
I am a bit surprised if the dimple was the cause for the audible wow. Perhaps due to the inverted design it really was. Is the wow now gone?
Here are the pictures I mention in the previous post - one of the inverted bearing where you can see the thrust plate sunken at the top, and the other with the thrust plate covered in diamond lapping paste.
I’m having a similar issue with a Rock turntable bearing so this guide is very useful. Do you still have a copy of the PDF document you received from Max? Also how did you remove the ball bearing? Was it captive?
"I am considering using a replacement made from Torlon and looking at how to finish the Torlon surface where it meets the ball bearing."
I use Delrin for thrust pads with good results, I turn them to diameter in a lathe, face it off on one end and use a parting tool to cut the pad to length. Sand it smooth with fine sand paper and it's good to go. Within the first few minutes of operation the point contact of the ball will burnish a nice spot on the bearing pad.
Using a relatively soft bearing material such as Delrin will place a impedance in the platter to plinth contact area that will help drastically reducer noise or vibration from transferring from one to the other. It also eliminates the grinding that eventually occurs between the two hard surfaces that contribute to wear and noise. Ever wonder where those particles of hard steel wind up? Probably embedded into the bearings around the shaft! I never understood using a hard bearing ball against a hard thrust plate, it makes no sense on many levels and will readily transmit noise or vibration. It's the same principle as used in constrained layer plinth building. And it's been used successfully in many applications. I lowered the noise drastically in my Russco idler drive build by getting rid of a steel to steel interface and using a steel to Delrin interface at the bottom of the heavy platter bearing. This was tested independently by a friend with test gear who was building a Russco idler as well. He was amazed at the results and has done the same with some other idlers that he has restored.
I have yet to work with Torlon but have heard good things about it. I think many of the space age plastics designed to be super slippery are a good candidate for a turntable thrust bearing. I use Delrin as I have a supply of it on the shelf.
BillWojo
I use Delrin for thrust pads with good results, I turn them to diameter in a lathe, face it off on one end and use a parting tool to cut the pad to length. Sand it smooth with fine sand paper and it's good to go. Within the first few minutes of operation the point contact of the ball will burnish a nice spot on the bearing pad.
Using a relatively soft bearing material such as Delrin will place a impedance in the platter to plinth contact area that will help drastically reducer noise or vibration from transferring from one to the other. It also eliminates the grinding that eventually occurs between the two hard surfaces that contribute to wear and noise. Ever wonder where those particles of hard steel wind up? Probably embedded into the bearings around the shaft! I never understood using a hard bearing ball against a hard thrust plate, it makes no sense on many levels and will readily transmit noise or vibration. It's the same principle as used in constrained layer plinth building. And it's been used successfully in many applications. I lowered the noise drastically in my Russco idler drive build by getting rid of a steel to steel interface and using a steel to Delrin interface at the bottom of the heavy platter bearing. This was tested independently by a friend with test gear who was building a Russco idler as well. He was amazed at the results and has done the same with some other idlers that he has restored.
I have yet to work with Torlon but have heard good things about it. I think many of the space age plastics designed to be super slippery are a good candidate for a turntable thrust bearing. I use Delrin as I have a supply of it on the shelf.
BillWojo
Swap back to the steel ball, it's sacrificial. Carbide balls though more spherical, are rougher in terms of surface finish, think triangle wave vs sine wave and as a result will have more stiction than the steel balls, that's why engineers stick to steel balls in kinetic bearings.
Windmills are now able to use ceramic bearings, corrosion resistance is good.
For a TT, steel ball is good enough.
Fine valve lapping compound is enough for this purpose, too fine (diamond) may not hold lubricant in place.
Torlon is a monopoly product, Polyamide-Imide, may be wildly expensive.
MoS2 filled nylon, and Delrin with Teflon added are also available as alternates for TT application.
Ceramics are a vast field, and carbide is just one of many materials available as ceramic. Any vitrified product, like grinding wheels, and floor tiles, are a ceramic.
You need damping as well as thrust strength here, so a rigid support is less preferable than a damped one, the damping member can be a gasket or molded rubber piece for example.
The risk of vibrations being transmitted has to be considered in this application.
For a TT, steel ball is good enough.
Fine valve lapping compound is enough for this purpose, too fine (diamond) may not hold lubricant in place.
Torlon is a monopoly product, Polyamide-Imide, may be wildly expensive.
MoS2 filled nylon, and Delrin with Teflon added are also available as alternates for TT application.
Ceramics are a vast field, and carbide is just one of many materials available as ceramic. Any vitrified product, like grinding wheels, and floor tiles, are a ceramic.
You need damping as well as thrust strength here, so a rigid support is less preferable than a damped one, the damping member can be a gasket or molded rubber piece for example.
The risk of vibrations being transmitted has to be considered in this application.
Last edited:
- Home
- Source & Line
- Analogue Source
- Refreshing an inverted bearing thrust plate with diamond lapping paste