I've pretty much just started construction of my own turntable, heh i'm trying for extremely high quality, but this being my first project its been a little slow.
Right now I already have a 5lb acrylic platter, 1 1/2 " thick, which I'm having milled and am balancing. And I've already had a spindle made.
my question though is about the bearing. right now I have two RS608 high precision bearings, but i've noticed that all high end turntables use a ceramic thrust plate, and steel ball.
so i'm not sure weather I should go with that approach or just stick with the two bearings i already have.
Any help or comments are appreciated 🙂
Right now I already have a 5lb acrylic platter, 1 1/2 " thick, which I'm having milled and am balancing. And I've already had a spindle made.
my question though is about the bearing. right now I have two RS608 high precision bearings, but i've noticed that all high end turntables use a ceramic thrust plate, and steel ball.
so i'm not sure weather I should go with that approach or just stick with the two bearings i already have.
Any help or comments are appreciated 🙂
" ... but i've noticed that all high end turntables use a ceramic thrust plate, and steel ball. ..."
Those very hard steel balls are there to achieve a tiny point of contact at the top and bottom of the ball (the steel ball being very close to a perfect sphere) ... this tiny point of contact acts as the upwards thrust bearing (to keep the weight of the turntable from sliding further down inside the lateral bearings. The hoped for result is very low friction from the very small point (thrust bearing supporting the weight of the turntable).
I have heard of and many others have seen various very hard materials, including diamond, used as the point where the ball sits in order reduce this friction even more.
For my money, anything greater than Rockwell 70 or 80 hardness (ceramics could work) for this thrust plate (the point where the ball rests) would probably be overkill, but your goal of "extreme high quality" may lead you to use something harder.
Assuming that your "two RS608 high precision bearings" are the lateral bearings (top and bottom of your spindle (shaft)), then a round, case hardened, steel ball bearing sitting on a hard ceramic disc at the bottom of the shaft would probably not be "extreme".

Those very hard steel balls are there to achieve a tiny point of contact at the top and bottom of the ball (the steel ball being very close to a perfect sphere) ... this tiny point of contact acts as the upwards thrust bearing (to keep the weight of the turntable from sliding further down inside the lateral bearings. The hoped for result is very low friction from the very small point (thrust bearing supporting the weight of the turntable).
I have heard of and many others have seen various very hard materials, including diamond, used as the point where the ball sits in order reduce this friction even more.
For my money, anything greater than Rockwell 70 or 80 hardness (ceramics could work) for this thrust plate (the point where the ball rests) would probably be overkill, but your goal of "extreme high quality" may lead you to use something harder.
Assuming that your "two RS608 high precision bearings" are the lateral bearings (top and bottom of your spindle (shaft)), then a round, case hardened, steel ball bearing sitting on a hard ceramic disc at the bottom of the shaft would probably not be "extreme".
I would stay away from caged ball bearings, if that's what you are refering to (RS608); rumble from the bearing assembly will probably transfer thru to the record.
A simple plain bearing is realively simple and cheap to make. The bearing would consist of a 3/8" polished shaft, supported by a steel or ceramic ball running on a Delrin or teflon thrust pad, and a brass housing with oil bath. This should support a 5lb platter without any difficulty. You may be able to incorporate the spindle that you've already had machined, depending on it's dimensions. The tolerance between the shaft and the housing is the important part.
Jeff
A simple plain bearing is realively simple and cheap to make. The bearing would consist of a 3/8" polished shaft, supported by a steel or ceramic ball running on a Delrin or teflon thrust pad, and a brass housing with oil bath. This should support a 5lb platter without any difficulty. You may be able to incorporate the spindle that you've already had machined, depending on it's dimensions. The tolerance between the shaft and the housing is the important part.
Jeff
" ... A simple plain bearing is realively simple and cheap to make. The bearing would consist of a 3/8" polished shaft, supported by a steel or ceramic ball running on a Delrin or teflon thrust pad, and a brass housing with oil bath ..."
Delrin = ... Teflon = 🙂 ... glass filled Teflon = 😀
... Teflon = 🙂 ... glass filled Teflon = 😀
Brass tubing for the outer bearing guide = 🙂 ... the absolutely best is something very few folks have ever seen = hard coat black anodized (ceramic) aluminum = very hard bearing material = Rockwell 80+ = hundreds of millions of cycles or rotations without any signs of wear. If used for both shaft and sleave, a lapped, running fit must be done on a lathe using diamond grit & Singer sewing machine oil and will take several hours work but the resulting shaft / bearing set can run dry for years.
Consider another approach as well: cut down automotive intake valve stem and valve guide. Hard shaft, long life bearing, machine shop lapped to a very good running fit = very long life and very low friction = 😀
vinylkid58 is absolutely correct about caged ball bearings (for the lateral, top and bottom rotating bearings. If they ever run dry, rumble sets in that never can be fixed without total replacement. The same applies to "caged" roller bearings ...
BUT that little hard ball bearing that the whole thing rests on (above) is going to be required. This is not a "caged" set of ball bearings, but a single, small diameter case hardened, high carbon steel ball serving as a thrust bearing on a hard ceramic plate or Teflon disc.
Delrin =
... Teflon = 🙂 ... glass filled Teflon = 😀 Brass tubing for the outer bearing guide = 🙂 ... the absolutely best is something very few folks have ever seen = hard coat black anodized (ceramic) aluminum = very hard bearing material = Rockwell 80+ = hundreds of millions of cycles or rotations without any signs of wear. If used for both shaft and sleave, a lapped, running fit must be done on a lathe using diamond grit & Singer sewing machine oil and will take several hours work but the resulting shaft / bearing set can run dry for years.
Consider another approach as well: cut down automotive intake valve stem and valve guide. Hard shaft, long life bearing, machine shop lapped to a very good running fit = very long life and very low friction = 😀
vinylkid58 is absolutely correct about caged ball bearings (for the lateral, top and bottom rotating bearings. If they ever run dry, rumble sets in that never can be fixed without total replacement. The same applies to "caged" roller bearings ...
BUT that little hard ball bearing that the whole thing rests on (above) is going to be required. This is not a "caged" set of ball bearings, but a single, small diameter case hardened, high carbon steel ball serving as a thrust bearing on a hard ceramic plate or Teflon disc.
Another unusual shaft and bearing set seldom used but that works very well:
Case hardened steel shaft running in ... wood !
It turns out that one of the best bearing materials is wood. Consider that for more than a century that mold board plow tail wheel on your grandfather's farm plow had a wooden bearing race, usually of hard oak ... just had to keep 'er well greased.
Now the automotive intake valve stem could have a very hard wood guide ... something like purple heart or coca bola hard wood would do this trick. You might want to "hard ball align" the hole to fit, but then lubrication can be any light oil.
Case hardened steel shaft running in ... wood !
It turns out that one of the best bearing materials is wood. Consider that for more than a century that mold board plow tail wheel on your grandfather's farm plow had a wooden bearing race, usually of hard oak ... just had to keep 'er well greased.
Now the automotive intake valve stem could have a very hard wood guide ... something like purple heart or coca bola hard wood would do this trick. You might want to "hard ball align" the hole to fit, but then lubrication can be any light oil.
Now the automotive intake valve stem could have a very hard wood guide ... something like purple heart or coca bola hard wood would do this trick. You might want to "hard ball align" the hole to fit, but then lubrication can be any light oil.
Didn't the original Volkswagen Beatle have wooden valve stems?
I seem to recall someone in high school with a really old Beatle, having
all of 38HP.
Jeff
I think if I go with the plain bearing way (which its loking like I will) I will have a new spindle machined for that purpose, the one I have probably wouldn't work best for it.
and I though is was the thrust plate that was supposed to be ceramic...but delrin you say? I'll have to look into that.
now sorry if this is an obvious question then, would the spindle have a divot in it to hold the ball in one place, to spin on the thrust plate? or is the ball allowed to float freely in the bearing?
and I though is was the thrust plate that was supposed to be ceramic...but delrin you say? I'll have to look into that.
now sorry if this is an obvious question then, would the spindle have a divot in it to hold the ball in one place, to spin on the thrust plate? or is the ball allowed to float freely in the bearing?
" ... Didn't the original Volkswagen Beatle have wooden valve stems? ..."
Urban legend, possibly. Cheap steel as far as I know. (So was the horse power rating of 36 HP, really more like 30.)
Wood has decent compression strength, resilance to shock, absorbant to lubricants, etc.. Celulose is quite the material.
John Deere stopped using wood as bearings in plow wheeles ... in 1967!
......
Delrin is available in varying degrees of hardness ... Delrin is used extensively for model building and mock up of mechanical devices ... sources are any good machine shop.
Glass filled Teflon can also be obtained from quality machine shops and is notorious for being a very hard bearing surface that "self lubracates" ...
😎
Urban legend, possibly. Cheap steel as far as I know. (So was the horse power rating of 36 HP, really more like 30.)
Wood has decent compression strength, resilance to shock, absorbant to lubricants, etc.. Celulose is quite the material.
John Deere stopped using wood as bearings in plow wheeles ... in 1967!
......
Delrin is available in varying degrees of hardness ... Delrin is used extensively for model building and mock up of mechanical devices ... sources are any good machine shop.
Glass filled Teflon can also be obtained from quality machine shops and is notorious for being a very hard bearing surface that "self lubracates" ...
😎
Tal said:I think if I go with the plain bearing way (which its loking like I will) I will have a new spindle machined for that purpose, the one I have probably wouldn't work best for it.
Way cheaper to buy hardened precision ground steel shaft, example:
3/8"dia. x 12" long is US$5.77 at http://www.mcmaster.com/. That way you can keep the tolerances for your bearing fairly tight.
now sorry if this is an obvious question then, would the spindle have a divot in it to hold the ball in one place, to spin on the thrust plate? or is the ball allowed to float freely in the bearing?
Machining a cup in the shaft end to hold the ball might be a good idea, not sure if it is really necessary though.
Jeff
Precision shaft questions
vinylkid58 said:
and gave a 3/8" x 12" example. Jeff, how come so long? The longest plain bushing I can find [edit: on the McM-C site] with a 3/8" bore is only 1 1/4" long; even with a very thick platter, surely there's going to be a lot of unsupported shaft?
But I ask purely from a position of ignorance. I've been looking at precision shafting on various sites, and wondered why more people aren't using this stuff. Is it a question of insufficiently good finish, hard to match to bearings, or what? McMaster-Carr even sells it with a threaded end, and in the 1/2" size you can get a 3" bushing and a 6 5/8" case-hardened end-threaded shaft for about $36. Seems like it would be a good solution to the diy bearing problem.
Could some of the machining-knowledgeable forum members give their thoughts on this? Thank you.
Aengus
vinylkid58 said:
Way cheaper to buy hardened precision ground steel shaft...
and gave a 3/8" x 12" example. Jeff, how come so long? The longest plain bushing I can find [edit: on the McM-C site] with a 3/8" bore is only 1 1/4" long; even with a very thick platter, surely there's going to be a lot of unsupported shaft?
But I ask purely from a position of ignorance. I've been looking at precision shafting on various sites, and wondered why more people aren't using this stuff. Is it a question of insufficiently good finish, hard to match to bearings, or what? McMaster-Carr even sells it with a threaded end, and in the 1/2" size you can get a 3" bushing and a 6 5/8" case-hardened end-threaded shaft for about $36. Seems like it would be a good solution to the diy bearing problem.
Could some of the machining-knowledgeable forum members give their thoughts on this? Thank you.
Aengus
Aengus,
Sorry, that was just an example of how cheap this shafting is. Of course you would have it cut to the desired length.
That's the 64 dollar question isn't it. Maybe most people just assume that something like this has to be machined from scratch, that you can't buy off the shelf shafting and then bore the bearing block to match. Seems simple enough to me, but then I worked in a CNC shop for thirteen years, so you learn through experience the easiest way to manufacture a component (usually). Designers will usually pick standard bearing diameters to keep costs down.
You cannot turn material in a lathe and get the kind of surface finishes we are talking about here, this is where precision grinding comes into play.
Of course if you have you own lathe etc, then you are probably going to do this yourself, and not be so concerned about surface finish, hardness etc.
Jeff
and gave a 3/8" x 12" example. Jeff, how come so long? The longest plain bushing I can find [edit: on the McM-C site] with a 3/8" bore is only 1 1/4" long; even with a very thick platter, surely there's going to be a lot of unsupported shaft?
Sorry, that was just an example of how cheap this shafting is. Of course you would have it cut to the desired length.
I've been looking at precision shafting on various sites, and wondered why more people aren't using this stuff. Is it a question of insufficiently good finish, hard to match to bearings, or what?
That's the 64 dollar question isn't it. Maybe most people just assume that something like this has to be machined from scratch, that you can't buy off the shelf shafting and then bore the bearing block to match. Seems simple enough to me, but then I worked in a CNC shop for thirteen years, so you learn through experience the easiest way to manufacture a component (usually). Designers will usually pick standard bearing diameters to keep costs down.
You cannot turn material in a lathe and get the kind of surface finishes we are talking about here, this is where precision grinding comes into play.
Of course if you have you own lathe etc, then you are probably going to do this yourself, and not be so concerned about surface finish, hardness etc.
Jeff
" ... The longest plain bushing I can find [edit: on the McM-C site] with a 3/8" bore is only 1 1/4" long ... "
The thing about a running fit bearing on a 3/8" shaft: A single shaft bearing that laterally supports the shaft and the turntable platter really only has to be greater than 3 times the shaft diameter. 3/8" times 3 = 1 1/8" ... so your bearing length is fine for the job. (The theory and common practice goes something like: the bearing hole length should be greater than the hole diameter. Check out automotive valve guide design or hydraulic cylinder piston design.)
More important is that the shaft bearing should be close to if not centered on the load.
For a crude example, I suggestion an automotive intake valve and bronze (or brass) bearing (with a tiny hardened steel ball ~~ 5/16" dia.), closely centered within the turntable platter's center of mass:
The thing about a running fit bearing on a 3/8" shaft: A single shaft bearing that laterally supports the shaft and the turntable platter really only has to be greater than 3 times the shaft diameter. 3/8" times 3 = 1 1/8" ... so your bearing length is fine for the job. (The theory and common practice goes something like: the bearing hole length should be greater than the hole diameter. Check out automotive valve guide design or hydraulic cylinder piston design.)
More important is that the shaft bearing should be close to if not centered on the load.
For a crude example, I suggestion an automotive intake valve and bronze (or brass) bearing (with a tiny hardened steel ball ~~ 5/16" dia.), closely centered within the turntable platter's center of mass:
Attachments
This is great, you guys are answering my questions as fast as I can formulate them 😀
So it looks like a reasonable solution would be a 3/8" or 1/2" precision ground shaft with one threaded end (the threads used to attach it to the platter) in a bronze bushing which is a friction fit in the plinth.
Hmm...almost within my skillset. Thanks.
Aengus
So it looks like a reasonable solution would be a 3/8" or 1/2" precision ground shaft with one threaded end (the threads used to attach it to the platter) in a bronze bushing which is a friction fit in the plinth.
Hmm...almost within my skillset. Thanks.
Aengus

" ... So it looks like a reasonable solution would be a 3/8" or 1/2" precision ground shaft ..."
The larger your shaft diameter, the greater the friction (a linear, not exponential problem, but still a problem). The KISS principle (revised): Keep it simple and small.
(Note that almost all loads are vertical = the weight of the rotating table pressing on that tiny ball bearing & the small teflon disc. Any laterial or off center loads would be caused by errors in balance, the tension on your motor drive belt ... and possibly the off center weight of your cartrage & needle.)
The larger your shaft diameter, the greater the friction (a linear, not exponential problem, but still a problem). The KISS principle (revised): Keep it simple and small.
(Note that almost all loads are vertical = the weight of the rotating table pressing on that tiny ball bearing & the small teflon disc. Any laterial or off center loads would be caused by errors in balance, the tension on your motor drive belt ... and possibly the off center weight of your cartrage & needle.)
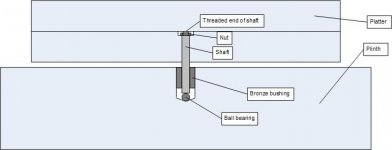
OK, so something like this? The potential drawbacks I can see are:
1. The platter weight is actually all on the upper end of the threaded portion of the shaft; all that the nut is doing is holding the shaft in when the platter is removed. I suppose one possibility would be to have the shaft machined to take a circlip at the bottom of the platter - I don't know how important that might be.
2. The ball bearing as drawn is intended to be sitting in the cone left by the drill bit, and I don't know how centred this will make it (nor how centred it needs to be).
[edit] I don't seem to be attaching the image. I'll try again.
1. The platter weight is actually all on the upper end of the threaded portion of the shaft; all that the nut is doing is holding the shaft in when the platter is removed. I suppose one possibility would be to have the shaft machined to take a circlip at the bottom of the platter - I don't know how important that might be.
2. The ball bearing as drawn is intended to be sitting in the cone left by the drill bit, and I don't know how centred this will make it (nor how centred it needs to be).
[edit] I don't seem to be attaching the image. I'll try again.
..all that the nut is doing is holding the shaft in when the platter is removed.
I don't know how necessary it is.
If it is necessary you would have a tolerance problem 😀.
Leave it out, that makes things much easier. You don't need to go for a two piece platter just for turning the space for the nut.
Leave it out, that makes things much easier. You don't need to go for a two piece platter just for turning the space for the nut.
- Status
- Not open for further replies.
- Home
- Source & Line
- Analogue Source
- Bearing Question