What tools are needed for chassis termination?
like holes for RCA and iec input connector, switches etc. (no, a drill won't do it. 🙁)
Thanks🙂
like holes for RCA and iec input connector, switches etc. (no, a drill won't do it. 🙁)
Thanks🙂
What tools are needed for chassis termination?
like holes for RCA and iec input connector, switches etc. (no, a drill won't do it. 🙁)
Thanks🙂
Panel punches can be expensive (~$150/each). Perhaps, find a shop that does waterjet cutting (~$15/panel).
Why won't a drill do it? I'm usually able to get round holes for connectors by drilling a pilot hole and enlarging the hole about 1 mm at a time until I reach the target diameter. For DIY that works just fine.
For bigger diameters (approaching 1/2" and larger) I use a stepped drill. Works well.
Punches are expensive, but it pays to get a good one.
For IEC connectors, I drill a hole in each corner and use a coping saw to make the opening. Then a small file until the hole has the desired shape. It's worked well so far...
~Tom
For bigger diameters (approaching 1/2" and larger) I use a stepped drill. Works well.
Punches are expensive, but it pays to get a good one.
For IEC connectors, I drill a hole in each corner and use a coping saw to make the opening. Then a small file until the hole has the desired shape. It's worked well so far...
~Tom
I used a center punch to align and still not good aliment on a manual drill.
Question is basically, even thought I'm good with tools, I'm not getting professional results.
I'm just asking what is needed, for example If I was going to do a few to sell. The small scratches and imperfections won't allow to get good price.
Also would like mine to be perfect 🙂
Where can we get good chassis cases (like the ones in Pass Labs, Music Hall and Shanling use [with thick front plate])?
Question is basically, even thought I'm good with tools, I'm not getting professional results.
I'm just asking what is needed, for example If I was going to do a few to sell. The small scratches and imperfections won't allow to get good price.
Also would like mine to be perfect 🙂
Where can we get good chassis cases (like the ones in Pass Labs, Music Hall and Shanling use [with thick front plate])?
Member
Joined 2009
Paid Member
Try Greenlee metal punches. Good for thin mild steel and aluminum up to 1/8". I've used them with perfect results. You drill a pilot hole for the punch bolt and crank a wrench to push the punch through(or spend the big bucks and get a hydrolic punch.
You know what, I bought a set of those stepped drill bits but I always forget to use them. I just did some AC and speaker connectors. Used a drill to get a hole big enough to insert a file. And just filed the cr***P out of it. You can make a BIG hole with a file in about 15 minutes, just takes a lot of elbow grease and care. Of course they look bad when you remove the connector (can't tell with the connector on there).
If even a neat hole with a nice drill is not good enough for you, why don't you use someone like frontpanelexpress.com? Design your panels and holes on a PC and email it off. The panel is CNC drilled, engraved with ink filled lettering. Looks nice.
If even a neat hole with a nice drill is not good enough for you, why don't you use someone like frontpanelexpress.com? Design your panels and holes on a PC and email it off. The panel is CNC drilled, engraved with ink filled lettering. Looks nice.
Nice holes
In sheet metal I always drill a little undersize and clean up with a rat tail file. (round). A file handle really help you with control. If you are doing something like switches or fuse holders that are D shaped, drill 1/32" undersize and finish the D shape with the rat tail file. Round Greenlee punches start at about $40 for the 5/8" style, and they don't have the weird shapes of switches and fuse holders at home depot or mcmaster.com. For square holes, I drill 4 holes undersize and saw in undersized with a sabre saw (32 tpi) then finish out to full size with a diamond dust bit from Harbor freight (about the only good tool they sell) in an air die grinder. Protect surface with masking tape. Wear Safety glasses
If your drill walks off center, stop and recenter the hole with a carbide tree bit (I use 5/16") tree bit. They have a pointy end and are easier to control in a drill than a 135 deg point bit. Then finish with the undersized regular drill bit. I don't use stepped bits, too difficult to re-sharpen. .
In sheet metal I always drill a little undersize and clean up with a rat tail file. (round). A file handle really help you with control. If you are doing something like switches or fuse holders that are D shaped, drill 1/32" undersize and finish the D shape with the rat tail file. Round Greenlee punches start at about $40 for the 5/8" style, and they don't have the weird shapes of switches and fuse holders at home depot or mcmaster.com. For square holes, I drill 4 holes undersize and saw in undersized with a sabre saw (32 tpi) then finish out to full size with a diamond dust bit from Harbor freight (about the only good tool they sell) in an air die grinder. Protect surface with masking tape. Wear Safety glasses
If your drill walks off center, stop and recenter the hole with a carbide tree bit (I use 5/16") tree bit. They have a pointy end and are easier to control in a drill than a 135 deg point bit. Then finish with the undersized regular drill bit. I don't use stepped bits, too difficult to re-sharpen. .
Last edited:
Are you using a hand drill or press?
doing by hand. I know a drill press will help.
doing by hand. I know a drill press will help.
pic
will need to see frontpanelexpress.com
but I really would like to DIY way 🙂
Attachments
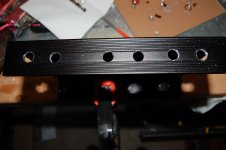
I don't like drill presses for holes under 1/2" dia (13mm). Unless you take the time to clamp the vice down, they just slide around when the drill catches at the bottom of the hole. I use a variable speed hand drill, slowing down at the bottom of the hole. If the drill walks at the beginning, see the previous about starting with tree grinding bit. When I resharpen drills, I make them pointier than 135 degrees because that centers better and requires less force to start the hole. Your burr on your right hand hole could probably have been eliminated by drilling undersize then finishing with file or diamond grinding bit. Also start from the appearance side, sometimes the final part tears out instead of shearing.
There is been a real deterioration of the quality of drill bits in the last 15 years. The high speed steel ones commonly available from discount stores (W***-M***, K-****) are sold by the drill motor manufacturers, and are too thin in the web and are likely to shatter. Wear safety glases. Vermont-American's factory has been shut down, and Hanson is no longer available to me. The hardware store is carrying Irwin brand, and their high speed steel bit has the traditional ammount of steel in the web but I have had trouble with them shattering. I have been buying Irwin cobalt coated bits, not because I need the cobalt to drill stainless steel, but because the quality is high enough. However, only the tip of these bits are hard, after you resharpen them the soft body wears out before the hole is done. Lawson and Fastenal sell good bits in their cobalt coated grade, but these are only available to people with factory accounts. Oh, the american consumer is relentless in his drive to buy garbage at a cheap price.
There is been a real deterioration of the quality of drill bits in the last 15 years. The high speed steel ones commonly available from discount stores (W***-M***, K-****) are sold by the drill motor manufacturers, and are too thin in the web and are likely to shatter. Wear safety glases. Vermont-American's factory has been shut down, and Hanson is no longer available to me. The hardware store is carrying Irwin brand, and their high speed steel bit has the traditional ammount of steel in the web but I have had trouble with them shattering. I have been buying Irwin cobalt coated bits, not because I need the cobalt to drill stainless steel, but because the quality is high enough. However, only the tip of these bits are hard, after you resharpen them the soft body wears out before the hole is done. Lawson and Fastenal sell good bits in their cobalt coated grade, but these are only available to people with factory accounts. Oh, the american consumer is relentless in his drive to buy garbage at a cheap price.
Last edited:
I drill a hole of the desired size in a small piece of hardwood (about 3/4" or 20 mm thick), then clamp the panel between that and another (not drilled) piece after centering the hole exactly where I want it. Then just drill down through with a handheld drill. The hole in the wood aligns the bit and prevents it from wandering throughout the process. The wood underneath prevents the bit from jamming and/or tearing up the piece as it comes through the bottom. I get a perfectly round hole with nice straight sharp edges, even on very thin panels (0.5 mm or less). I use this on plastics, aluminum, steel, etc. of virtually any thickness. With some care, you could even drill perfect large diameter holes in thin, brittle acrylic panels without cracking them. With this technique I find that high drill speed generally works better than slow, with consideration for bit diameter and work piece material of course.
So true about drill bits, I hate having to run to the store and buy what ever they have because the "good one" just broke.I don't like drill presses for holes under 1/2" dia (13mm). Unless you take the time to clamp the vice down, they just slide around when the drill catches at the bottom of the hole. I use a variable speed hand drill, slowing down at the bottom of the hole. If the drill walks at the beginning, see the previous about starting with tree grinding bit. When I resharpen drills, I make them pointier than 135 degrees because that centers better and requires less force to start the hole. Your burr on your right hand hole could probably have been eliminated by drilling undersize then finishing with file or diamond grinding bit. Also start from the appearance side, sometimes the final part tears out instead of shearing.
There is been a real deterioration of the quality of drill bits in the last 15 years. The high speed steel ones commonly available from discount stores (W***-M***, K-****) are sold by the drill motor manufacturers, and are too thin in the web and are likely to shatter. Wear safety glases. Vermont-American's factory has been shut down, and Hanson is no longer available to me. The hardware store is carrying Irwin brand, and their high speed steel bit has the traditional ammount of steel in the web but I have had trouble with them shattering. I have been buying Irwin cobalt coated bits, not because I need the cobalt to drill stainless steel, but because the quality is high enough. However, only the tip of these bits are hard, after you resharpen them the soft body wears out before the hole is done. Lawson and Fastenal sell good bits in their cobalt coated grade, but these are only available to people with factory accounts. Oh, the american consumer is relentless in his drive to buy garbage at a cheap price.
They don't do it like before.
Its even truer with the wood bits, after a few uses they just die 🙁
I drill a hole of the desired size in a small piece of hardwood (about 3/4" or 20 mm thick), then clamp the panel between that and another (not drilled) piece after centering the hole exactly where I want it. Then just drill down through with a handheld drill. The hole in the wood aligns the bit and prevents it from wandering throughout the process. The wood underneath prevents the bit from jamming and/or tearing up the piece as it comes through the bottom. I get a perfectly round hole with nice straight sharp edges, even on very thin panels (0.5 mm or less). I use this on plastics, aluminum, steel, etc. of virtually any thickness. With some care, you could even drill perfect large diameter holes in thin, brittle acrylic panels without cracking them. With this technique I find that high drill speed generally works better than slow, with consideration for bit diameter and work piece material of course.
Wow very nice ideas.
Thanks, I think that this is why I come here to gather information from the gurus.
Love this forum.😎
If you are planning to sell your items, then maybe building a hobby CNC may work in your budget.
Of course that still means spending about $700-$1000, but the holes are perfect, with dimensional tolerances up to 3 decimal places.
I've been borrowing a friends hobby CNC and I am amazed at how good the cuts are !
Of course that still means spending about $700-$1000, but the holes are perfect, with dimensional tolerances up to 3 decimal places.
I've been borrowing a friends hobby CNC and I am amazed at how good the cuts are !
I use something similar to these:
Rotabroach Annular Cutters for Mag Drills, Sheet Metal, and Industrial Applications
the nail in the middle is spring loaded, and [the bit] blasts through sheet metal
Rotabroach Annular Cutters for Mag Drills, Sheet Metal, and Industrial Applications
the nail in the middle is spring loaded, and [the bit] blasts through sheet metal
- Status
- Not open for further replies.
- Home
- Design & Build
- Equipment & Tools
- holes in chassis