Works to a point. I try to get different views of the same thing. If two different instruments from different manufacturers agree then I can have confidence. And calibration doesn't necessarily bring confidence. I had a bunch of stuff calibrated. I came to learn that the calibrators used were not adequate (my instruments are higher resolution and accuracy than the calibrators they used, if they actually used them).
I can handle something like 10,000 amps peak current on the current probes I have. Needed for surge testing. Its one area where no amount of theorizing will substitute for hands on (OFF!) testing.
Calibration has its bad points too.
I once had a calibration go wrong.
It turned out the factory lab was miscalibrated by 0.1dB!
John,
I understand your point of trying to maintain a constant temperature if you have designed for that and can control the set point for a given result. But an aluminum enclosure of similar shape that is made of multiple pieces does not have to necessarily have high leakage if that is one of your goals. The fit tolerance of a typical machined part would not let any more ingress of dust into the enclosure than a one piece machined billet.
If we were talking about a magnetic motor structure then yes every connection of two materials will create an additional boundary condition interfering with the circular flow of a magnetic field causing additional eddy current production.
What is it about a sulfur trap that I must have missed along this long tortuous conversation?
On the industrial design side I have to agree with Steve Eddy that a simple rectangular block of aluminum has no inherent design factors that makes it look like a beautiful product. Without the few control knobs it would look even more like nothing but a block. As someone who has done industrial design for many years that isn't anything that a child wouldn't come up with using building blocks. With a billet of aluminum you could do much better.
Simon,
You seemed to be trying to infer that the wings skins of those Boeing planes are made from solid billets of aluminum. Having worked for a company that was a subcontractor for Boeing and Lockheed and many others I can assure you that is far from the truth. The skins are made of sheet material and are drop punch formed with massive stamping machines and die sets. After forming a process called chemical milling was used to remove material is specific areas. We had mills with over 100 foot beds, I think our largest was about 160 foot, and these were used for machining assemblies and not billets of aluminum.
The Sulphur trap is because of the silver contacts on the switches, they will corrode rapidly in the presence of suplhur.
Wrinkle
John,
Since we weren't a tier one manufacturer and this was not a new program there were no cost over runs, it wasn't an F35 where it was cost plus. I did have to solve a problem with a test fixture for a Lockheed program with a series of tools and precision spaced holes on a contoured part. Before me they would remove the bushing in the tool every time they had to re-certify the test fixture. I looked at how they were locating the bushing and using an alignment pin that had the same tolerance as the final part. I ordered some precision ground pins with a +/- tolerance ten times closer and the problem was solved. Sometimes it is just the way you look at the problem and come up with the solution.
I bet that a few of us here could do a design for you and it would make your products stand out from the crowd on the industrial design side. I am not going to advise you about your internal electronics, I do believe you know what you are doing with that portion of the product.
I do lots of work at home on my computer now, my cad programs don't care where I am doing the work, it is all relative. I'm also online with a composites group and have been asked to contribute to a major university project with the automotive industry and the light weighting of the next generation of cars and trucks. No money in it but it will help our American industry to stay here in America and compete and meet upcoming CAFE standards for fuel mileage. I could get some royalty payment if something I contribute is used as we will retain the IP rights to what we contribute. It is actually fun, something I know about just as here some of you are pro's at what you do and contribute for the rest of us.
Since we weren't a tier one manufacturer and this was not a new program there were no cost over runs, it wasn't an F35 where it was cost plus. I did have to solve a problem with a test fixture for a Lockheed program with a series of tools and precision spaced holes on a contoured part. Before me they would remove the bushing in the tool every time they had to re-certify the test fixture. I looked at how they were locating the bushing and using an alignment pin that had the same tolerance as the final part. I ordered some precision ground pins with a +/- tolerance ten times closer and the problem was solved. Sometimes it is just the way you look at the problem and come up with the solution.
I bet that a few of us here could do a design for you and it would make your products stand out from the crowd on the industrial design side. I am not going to advise you about your internal electronics, I do believe you know what you are doing with that portion of the product.
I do lots of work at home on my computer now, my cad programs don't care where I am doing the work, it is all relative. I'm also online with a composites group and have been asked to contribute to a major university project with the automotive industry and the light weighting of the next generation of cars and trucks. No money in it but it will help our American industry to stay here in America and compete and meet upcoming CAFE standards for fuel mileage. I could get some royalty payment if something I contribute is used as we will retain the IP rights to what we contribute. It is actually fun, something I know about just as here some of you are pro's at what you do and contribute for the rest of us.
It's also easy to casually dismiss experts because you are embarrassed at your lack of understanding. You are guilty of this.It is easy to give advice sitting your living room, and not having to make an audio product.
All it takes is one machinist looking at all the prints, understanding trivially what the designer was trying to do, and just making the parts to fit accurately. If the designer comes in all hoity toity pretending he's the end-all of audio, a machinist might simply give you the parts to print and let you stew in your own failure.By the way, I don't design cases, I let others do it. Sometimes well, sometimes marginally. In any case, I went back to my former business partner who had the original run of cases done at the factory he was working at. The first ones worked great, the next batch was with Neal Feay, and we had all kinds of problems, AND they would not take responsibility for anything (within nominal spec) even if something was obviously offset and would not match up with everything else. I thought at the time that it WAS our fault, but finally we found a vendor (through a recommendation) that worked out. Small companies cannot afford outside 'experts' for everything.
Linear electron accelerators use staggered high to ultra high voltage stages and small currents. You are talking probably about electromagnetic metal accelerator here, something like an Electromagnetic Rail
Nah, it's just a string of rf cavities with a high Q. For acceleration, it'll generally be a fixed frequency but the cavities will be larger and longer as the beam progresses because of the velocity.
jn
Small companies cannot afford outside 'experts' for everything.
But they can afford chassis hogged out of solid billet?
se
For the record, Constellation is now with NEAL FEAY. The son of the guy took over, and we (I hope) are getting pretty good and consistent product. 30 years has passed since the first problems with the metal work. I had little or nothing to do with the design or the dimensions of the case, in the beginning. I hired a mechanical engineer when I still had some problems. I just was left to 'cry' when the cases did not fit together. IF that is an 'end-all of audio' position, then I am guilty. If you are just trying to insult me, you are doing a pretty good job.
At the beginning of my professional life, i was designing products (amps, turntables, speakers enclosures) produced by hundreds a day.It is easy to give advice sitting your living room, and not having to make an audio product. I would like to hear from Wayne, as he knows from direct experience.
In a way, it is easier, because the providers takes care, considering the amount of business, in an other way, you have a big responsability, as any error can have huge consequences, stopping production lines.
We had, too, a lot of problems with sheet metal tolerances. Little by little, had learned how to get rid of that, like quoting our plans from an unique well choose reference point and sign very detailed and restrictive contracts.
This said, look how a single DIYER can build a well designed and good looking amplifier, all by himself:
http://www.diyaudio.com/forums/solid-state/193923-simple-symetrical-amplifier-101.html#post2922615
http://www.diyaudio.com/forums/solid-state/193923-simple-symetrical-amplifier-107.html#post2952612
http://www.diyaudio.com/forums/solid-state/193923-simple-symetrical-amplifier-76.html#post3007067
Has everyone looked at 'Stereophile' Apr. 2013 ? On the cover is Nelson Pass's XP-30 triple-decker preamp, that weighs as much a CTC Blowtorch (75 lb) and is just as expensive. I almost forgot that Nelson was part of our 'hi end' club. Go Nelson, and let no one go after me again on the case fabrication issue, without giving Nelson an equally hard time. It is only fair! '-)
Nelson has a more obedient church, filled with true believers.
Simon,
We were referencing everything to machine milling of aluminum stock. You are talking sheet metal forming and punching operations and yes then the standards would not be as high normally. The use of cad design programs has help with layout today and yet it still comes down to the machine operator and the setup. I had to solve a problem with a tooling application where we were forming a titanium part for the leading edge of the rotor blades on the Apache helicopter. This was after the part was already surface ground to a tolerance of 0.0001" in thickness. It was a major pain in the rear to say the least.
We were talking cases. As I said by hand .005", sheet metal finished about the same to .015". Machined (not ground) .001" on modern equipment, WWII era .005", Ground .0005"-.0002" are what I would call typical. Now with aluminum or a bit less as temperature really counts and quickly machined to size it will shrink a bit.
Now hobbiest milled .01" ! But what kind of tolerance can you get on a 100 foot long milled piece of 7075?
(We aren't really in disagreement!)
Nelson has a more obedient church, filled with true believers.
The reviewers say it's positively toe tapping, right up there with the MBL-6010D. What's that old eight legs still good for something?

Simon,
Glad we could agree on something. I assume you are using a turret press for production of sheet metal parts. Yes it is funny how people talk about tolerances on parts that long on one of these gantry milling machines. They often aren't in temperature controlled environments so the ambient temperature is going to change all the dimensions. I have had to argue when someone wanted to change the inspection method on tooling that was produced over 30 years ago and they want to change from a theodolite inspection to laser tracker. All of the tooling would have been rejected if we did that.
Glad we could agree on something. I assume you are using a turret press for production of sheet metal parts. Yes it is funny how people talk about tolerances on parts that long on one of these gantry milling machines. They often aren't in temperature controlled environments so the ambient temperature is going to change all the dimensions. I have had to argue when someone wanted to change the inspection method on tooling that was produced over 30 years ago and they want to change from a theodolite inspection to laser tracker. All of the tooling would have been rejected if we did that.
We were talking cases. As I said by hand .005", sheet metal finished about the same to .015". Machined (not ground) .001" on modern equipment, WWII era .005", Ground .0005"-.0002" are what I would call typical. Now with aluminum or a bit less as temperature really counts and quickly machined to size it will shrink a bit.
Now hobbiest milled .01" ! But what kind of tolerance can you get on a 100 foot long milled piece of 7075?
(We aren't really in disagreement!)
Try 3 meter long alum tubes where it's 98 degrees F room temperature, and the coolant fluid isn't temperature controlled.
jn
Isn't that device too analytical for toe tapping  . I still think you only designed it to trick AD into building you a better phono pre-amp.I like it in that position btw.
. I still think you only designed it to trick AD into building you a better phono pre-amp.I like it in that position btw.
New widget from TI
http://www.ti.com/general/docs/lit/getliterature.tsp?genericPartNumber=tps7a4700&fileType=pdf
Would be nice to have an adapter board for TTH.
. I still think you only designed it to trick AD into building you a better phono pre-amp.I like it in that position btw.New widget from TI
http://www.ti.com/general/docs/lit/getliterature.tsp?genericPartNumber=tps7a4700&fileType=pdf
Would be nice to have an adapter board for TTH.
Isn't that device too analytical for toe tapping
New widget from TI
http://www.ti.com/general/docs/lit/getliterature.tsp?genericPartNumber=tps7a4700&fileType=pdf
Would be nice to have an adapter board for TTH.
What a funny spec to trumpet: 4.17uV noise. And not 10 nV more! Still, happy to see it.
Simon,
Glad we could agree on something. I assume you are using a turret press for production of sheet metal parts. Yes it is funny how people talk about tolerances on parts that long on one of these gantry milling machines. They often aren't in temperature controlled environments so the ambient temperature is going to change all the dimensions. I have had to argue when someone wanted to change the inspection method on tooling that was produced over 30 years ago and they want to change from a theodolite inspection to laser tracker. All of the tooling would have been rejected if we did that.
Actually I didn't think we disagreed on much. I got my first drill press before I was 10. I do have a "journeyman" machinist who works for me part time keeping the tooling sharp.
On the weekend, went to use a chisel and only found one undamaged. Need to have a chat with my guys about that. One fellow made a custom grill for his guitar amp with just the .159" punch doing graphics and letters!
So this week there is a lot to clean and sharpen!
George,
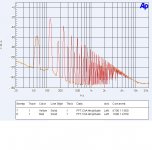
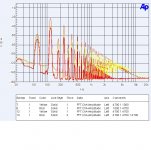
I reran the ripple test and got more of what I was expecting.
Attached is an FFT showing a CRC of 1000 uF 1 ohm 4700 uF and then reversed 4700 uF 1 ohm 1000 uF. Almost exactly the same.
The big Duh moment was when I tried a 4700 uF 1 ohm 4700 uf against a triple 4700 uF 1 ohm 4700 uF 1 ohm 4700 uF. Results that stood out.
The other issue was capacitor brand. The cheapies had the same results for the first few harmonics but were no where as good at the upper ranges! So now I have to order in samples of all the common brands!
Attachments
Last edited:
Steve, we generally don't do prints, we submit dxf files. The CNC crew has no problem holding tolerances, and my engineers are pretty good at making one material fit another. Then again, we don't do fashion audio, we make stuff that has to perform in high end factories and top test labs, day in and day out, no excuses.
The real secret is the machining fluids, of course.
The real secret is the machining fluids, of course.
I reran the ripple test and got more of what I was expecting.
Ed
What was the source of noise in your previous measurement?
Before start ordering bags with capacitors, try to test what happens with these 3 psu setups when the load is not a simple passive resistor.
Connect them to supply power to a small amplifier.
Feed a freq sweep to amplifier input.
Do this at 3 power levels low, medium, high. Probe the psu rails.
Then spell some #@%!! on me
(I am not in a good mood)
George
Sy,
I'm afraid if I give someone my Solidworks file I have to cut a mold with a dxf file that there are going to be some real problems as I haven't been able to get the part as one complete solid. I think the cutter path is going to be a mess when it tries to transition from one section to another. I haven't worked on trying to merge the sections lately, the error I get is that the two section are allowing a zero thickness section. Not easy to fix on a complex surface shape such as I have done. I haven't learned MasterCam yet but think I am going to have to do that to make the design CNC compatible. G-code is what I think most machinist are wanting these days.
I'm afraid if I give someone my Solidworks file I have to cut a mold with a dxf file that there are going to be some real problems as I haven't been able to get the part as one complete solid. I think the cutter path is going to be a mess when it tries to transition from one section to another. I haven't worked on trying to merge the sections lately, the error I get is that the two section are allowing a zero thickness section. Not easy to fix on a complex surface shape such as I have done. I haven't learned MasterCam yet but think I am going to have to do that to make the design CNC compatible. G-code is what I think most machinist are wanting these days.
- Status
- Not open for further replies.
- Home
- Member Areas
- The Lounge
- John Curl's Blowtorch preamplifier part II