You could use a 3/4" ply outer layer and an 1/4" inner layer with gg between. The inner layer can be made out of mdf, ply, etc.
Dr. Geddes uses Titebond Melamine glue. It dries slow, so a full cure will take a day, but is not nearly as messy as gg. Router right through it. Earl suggests a few coats to build it up thick, allow to tack up between coats. 1/16" - 1/8" thickness should be fine. The same rules apply, a thinner inner panel constrained to a thicker (more rigid) outer layer of ply. Keep the mass down, heavier the inner panel the more dampening material required to provide proper shear force.
Sorbothane sheet cut into rings makes highly effective gasket for driver isolation.
Dr. Geddes uses Titebond Melamine glue. It dries slow, so a full cure will take a day, but is not nearly as messy as gg. Router right through it. Earl suggests a few coats to build it up thick, allow to tack up between coats. 1/16" - 1/8" thickness should be fine. The same rules apply, a thinner inner panel constrained to a thicker (more rigid) outer layer of ply. Keep the mass down, heavier the inner panel the more dampening material required to provide proper shear force.
Sorbothane sheet cut into rings makes highly effective gasket for driver isolation.
You could use a 3/4" ply outer layer and an 1/4" inner layer with gg between. The inner layer can be made out of mdf, ply, etc.
Dr. Geddes uses Titebond Melamine glue. It dries slow, so a full cure will take a day, but is not nearly as messy as gg. Router right through it. Earl suggests a few coats to build it up thick, allow to tack up between coats. 1/16" - 1/8" thickness should be fine. The same rules apply, a thinner inner panel constrained to a thicker (more rigid) outer layer of ply. Keep the mass down, heavier the inner panel the more dampening material required to provide proper shear force.
Sorbothane sheet cut into rings makes highly effective gasket for driver isolation.
Thanks for the detailed process recommendation. The extra weight is going to kill me though. My project is the size of a K-Horn. Now if I could only find a supplier for the gallon bottles of the Titebond!
Thin layers of Masonite with 1/2" MDF in the middle?
Mdf has poor dampening characteristics contrary to popular belief, tho the hdf (masonite) is a very good suggestion.
Masonite here is typically 1/8" with one smooth side and a rougher side that takes glue better. Bonding layers together with a strong adhesive works well. Two outer layers, dampening, single inner layer would work well. Dunno about you all, but hdf dust is nasty, a bit worse than mdf IMO
JCX is correct. For most efficient total wall thickness, when using materials of similar stiffness (modulus of elasticity), the outer constraining layer can be thinner than the base inner layer. A constraining layer of 1/2 the thickness of the base inner layer gives a good compromise between damping and weight. Proportionally less thick and less stiff constraining layers sacrifice damping, again assuming materials of similar stiffness for the two layers. The damping layer should also be more flexible as you use a less stiff constraining layer. Effective constrained layer damping is a tuned system.
I just went back and searched out all the threads in which Twinter has posted. It was an effective way to find more material on this subject ")
Thinking about how to apply all that info to this design:
I can see immediately that my attempt to decouple the driver was ineffective and also how to fix that. I thought I had a CLD between my drive mounting plate and the baffle but I used a poor material for the damping then rendered it effective with too many screws between the layers. That is easy to fix because the the mounting plate is screwed to the baffle. That will be a priority because it should reduce the magnitude of any remaining problems.
Next I see that ultra light MDF was a poor choice. I chose it because it was a cheap way to make mistakes to learn from. Next time I'll use BB for stiffness and I should have less vibration over all.
With my foam tape gaskets around removable panels, I think I stumbled on the damped bracing technique. Sticking with that (why fix it if it isn't broken?) but cleaning it up for appearances sake is all I need to do for the sides of my triangular box. Those large removable side panels can be 18 mm BB. If they turn out to need more damping I can remove them and add 1/4" CLD panels to fit between the braces.
That leaves top, bottom and front, for which I will do CLD sandwiches. I will experiment adding layers to my current construction to find something that works within my design and construction constraints.
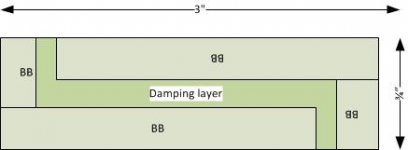
The front panel simply forms the outer wall of a slot into which the driver fires from the other side. It is supported by X shaped bracing that acts as flares that direct the sound out to the sides where it deflects off the room corner walls and comes out into the room (up to about 300 Hz). If I use a CLD sandwich for this panel, its outer layer will be unconstrained so I wonder how effective the technique will be. Any vibration conducted through it will come through the flares that support it and be a measure of the ineffectiveness of my driver decoupling measures. I think what would work best would be to build the damping into the bracing/flares that support the panel. Attached is a cross section of the damped brace/flares I am contemplating.
Feel free to offer comments, corrections, improvements to the above plans
Thinking about how to apply all that info to this design:
I can see immediately that my attempt to decouple the driver was ineffective and also how to fix that. I thought I had a CLD between my drive mounting plate and the baffle but I used a poor material for the damping then rendered it effective with too many screws between the layers. That is easy to fix because the the mounting plate is screwed to the baffle. That will be a priority because it should reduce the magnitude of any remaining problems.
Next I see that ultra light MDF was a poor choice. I chose it because it was a cheap way to make mistakes to learn from. Next time I'll use BB for stiffness and I should have less vibration over all.
With my foam tape gaskets around removable panels, I think I stumbled on the damped bracing technique. Sticking with that (why fix it if it isn't broken?) but cleaning it up for appearances sake is all I need to do for the sides of my triangular box. Those large removable side panels can be 18 mm BB. If they turn out to need more damping I can remove them and add 1/4" CLD panels to fit between the braces.
That leaves top, bottom and front, for which I will do CLD sandwiches. I will experiment adding layers to my current construction to find something that works within my design and construction constraints.
The front panel simply forms the outer wall of a slot into which the driver fires from the other side. It is supported by X shaped bracing that acts as flares that direct the sound out to the sides where it deflects off the room corner walls and comes out into the room (up to about 300 Hz). If I use a CLD sandwich for this panel, its outer layer will be unconstrained so I wonder how effective the technique will be. Any vibration conducted through it will come through the flares that support it and be a measure of the ineffectiveness of my driver decoupling measures. I think what would work best would be to build the damping into the bracing/flares that support the panel. Attached is a cross section of the damped brace/flares I am contemplating.
Feel free to offer comments, corrections, improvements to the above plans
Attachments
Post #3
Quite correct. I noticed no one else picked up on this, but of course it's a bit off topic as far as the original posted question. Still, very much worth mentioning. Sir Isaac Newton is my personal hero
If you haven't yet bought your drivers I suggest getting dual drivers in the bass in an opposed PP fashion. It would cancel almost all mechanical forces which is nice. If you are going sealed then you still have to worry about stiffening the box but at least vibration isn't a problem anymore =)
If you oppose one of the drivers you also get a massive distortion reduction too, which is even more nice.
Quite correct. I noticed no one else picked up on this, but of course it's a bit off topic as far as the original posted question. Still, very much worth mentioning. Sir Isaac Newton is my personal hero
It should be considered a standard design practice.Quite correct. I noticed no one else picked up on this, but of course it's a bit off topic as far as the original posted question. Still, very much worth mentioning. Sir Isaac Newton is my personal hero
I've played around a lot with CLD. The principals are to use a high hysteresis "glue" (i.e. stretchy and slowly recoiling) with panels of differing modulus of elasticity. Try to get 75% of the panel area covered at least, the "glue" needs to be fairly thick 2-5mm. Personally I have had good results with 18mm ply and 4-5mm fibrous reinforced cement board. It is cheap but you need an angle grinder for cutting. I found Fullers "FireSound" to be a good "glue" and will hold the panels in place as well, you need plenty of it. I suggest you experiment with a few locally available materials,.
[CLD] shouldn't use equal thickness layers of identical material...
its much more efficient... where there is more shear... near the surface...
We want efficiency but I learned that (transverse) shear is maximal at the neutral axis and it seems obvious that it must fall to zero at the surface.
Do you have some reference for your comment?
Best wishes
David
Use "Swedac Dämplim DG-2", or damping glue in english.
http://www.revintage.se/dga2.pdf
Akustik byggnadsakustik ljudisolering bullerdämpning isolering vibrationsisolering - Swedac
edit:
Damping Glue DG A2
Swedac DG A2 Damping Glue is a water-based acrylic glue designed for the control of structure borne noise and vibration in sheet material and wood products. Such stiff materials require very little excitation to produce resonant vibration and it is quite easy to produce structure borne vibration which is reradiated as noise in other parts of a building construction. Just how big a problem the noise becomes is dependent on the overall Loss Factor of the construction. Typical construction materials such as plywood, chipboard and plasterboard have very small loss factors in the region of 0.01 to 0.03 - that is to say, very little internal damping. By means of Swedac DG A2 Damping glue, the loss factor can be raised to 0.2 to 0.4 - the effect of which is to provide a noise reduction of 8 to 16 dB.
Use:
Control of structure borne noise and vibration in sheet material and wood products.
http://www.revintage.se/dga2.pdf
Akustik byggnadsakustik ljudisolering bullerdämpning isolering vibrationsisolering - Swedac
edit:
Damping Glue DG A2
Swedac DG A2 Damping Glue is a water-based acrylic glue designed for the control of structure borne noise and vibration in sheet material and wood products. Such stiff materials require very little excitation to produce resonant vibration and it is quite easy to produce structure borne vibration which is reradiated as noise in other parts of a building construction. Just how big a problem the noise becomes is dependent on the overall Loss Factor of the construction. Typical construction materials such as plywood, chipboard and plasterboard have very small loss factors in the region of 0.01 to 0.03 - that is to say, very little internal damping. By means of Swedac DG A2 Damping glue, the loss factor can be raised to 0.2 to 0.4 - the effect of which is to provide a noise reduction of 8 to 16 dB.
Use:
Control of structure borne noise and vibration in sheet material and wood products.
Try to get 75% of the panel area covered at least, the "glue" needs to be fairly thick 2-5mm.
Although the structure may seem effective at attenuating vibration, at 5mm I suspect that it is working as a sandwich with an intermediate floating isolation layer, rather than true CLD.
With true CLD structures (which should work better with thin damping layers), it should be possible to screw through all of the layers, while retaining most of the vibration attenuation. If putting screws through the layers impairs the vibration attenuation abilities, the structure likely isn't CLD.
At least when using Green Glue, keeping the damping layer thickness under 2mm appears to work better - 1.5mm should be fine.
Last edited:
Swedac Acoustics main site in English:
Akustik ljudisolering bullerdämpning ljuddämpning vibrationsisolering
I didn't see a datasheet for the DG-A2 compound in English. The specifications from the Swedish datasheet look very good. Most companies don't give this much information on the actual effective damping information for their product. Does this compound actually dry to an elastic glue, and not stay runny like Green Glue? Is it available in the USA?
Akustik ljudisolering bullerdämpning ljuddämpning vibrationsisolering
I didn't see a datasheet for the DG-A2 compound in English. The specifications from the Swedish datasheet look very good. Most companies don't give this much information on the actual effective damping information for their product. Does this compound actually dry to an elastic glue, and not stay runny like Green Glue? Is it available in the USA?
We want efficiency but I learned that (transverse) shear is maximal at the neutral axis and it seems obvious that it must fall to zero at the surface.
Do you have some reference for your comment?
Best wishes
David
https://www.google.com/#q=integrated+approach+to+damping+marsh&spell=1
while about beam bending it looks like a mostly relevant read - later in the thesis "5-layer" CLD is mentioned
by using a isotropic thick core for the structure and then laminating damping and constraining layers to each surface the structural core "free" surfaces extend/compress and shear the damping layers which respective outer surfaces are constrained by the stiffer and thinner outer layers
with 2 equal isotropic structural layers relative shear would depend on edge conditions - if both are clamped then their is less shear between their inner surfaces - if only one is structural, the other a constraining layer then you are adding way more mass, lowering the resonant frequency and only have one shear layer worth of damping
it really looks like the 5-layer constraint-damping-structural-damping-constraint with thin but stiffer constraining layers on both surfaces of a thick structural plate/beam is a win
something different - Geddes claims to use shear damping cross members
Last edited:
My latest is a 5 layer cld which also is a curved surface. Cld bracing of the mid to the enclosure junction of the side and back wall of the box in a box MTM section. The narrow baffle center section is flat, just a tad wider than the drivers, where it arcs back like a cardioid pattern. It is wide, 2' and a shallow 9" deep, 50" tall. The width that makes up the "wings" is two flanking mltl subs that use force cancellation. Similar in profile as what Lynn Olson has sketched up on his altec bass tapered transmission line enclosures. He's building bent ply style, $$$
We want efficiency but I learned that (transverse) shear is maximal at the neutral axis and it seems obvious that it must fall to zero at the surface.
Do you have some reference for your comment?
Best wishes
David
David, yes, for maximum CLD damping with the same board materials, the constraining outer layer should be the same thickness as the base inner layer.
For good efficiency CLD damping of material wall thickness (and weight), 1/2 constraining layer thickness to base layer works well. Contingent on the proper relative shear stiffness and damping of the damping layer.
https://www.google.com/#q=integrated+approach+to+damping+marsh&spell=1
by using a isotropic thick core for the structure and then laminating damping and constraining layers to each surface the structural core "free" surfaces extend/compress and shear the damping layers which respective outer surfaces are constrained by the stiffer and thinner outer layers
with 2 equal isotropic structural layers relative shear would depend on edge conditions - if both are clamped then their is less shear between their inner surfaces - if only one is structural, the other a constraining layer then you are adding way more mass, lowering the resonant frequency and only have one shear layer worth of damping
And a similar idea if you are looking for an effective and thin constrained layer damping system:
http://users.tamuk.edu/kfldp00/research/Papers/Vibration_damping_SAMPE_2004.pdf
The test samples use 1/4" aluminum plate with composite damping layers on each side. The damping layers are composed of three layers of fiber (either fiberglass cloth, fiberglass matt, or carbon fiber cloth), and polyurethane casing resins of different stiffness's, that was vacuum bagged to minimize the air and resin in the constraining layer. The stiffest fiber with the least stiff polyurethane resin provided the most damping. The article concluded that a "micro-constrained layer" mechanism was occurring.
Mdf has poor dampening characteristics contrary to popular belief, tho the hdf (masonite) is a very good suggestion.
Masonite here is typically 1/8" with one smooth side and a rougher side that takes glue better. Bonding layers together with a strong adhesive works well. Two outer layers, dampening, single inner layer would work well. Dunno about you all, but hdf dust is nasty, a bit worse than mdf IMO
Ah--I was more thinking from a ease-of-manufacturing/cost basis. Good to know that its intrinsic dampening chars are not-so-good. (Thanks!)
On an unrelated note--CLD for bracing? I've been wondering if using a sandwich structure where the outer skins are attached only to one wall and the core to the other are more/less/similarly effective to non-CLD
- Home
- Loudspeakers
- Multi-Way
- Constrained layer damping adhesive