Hi to all,
I am not talking about some obscure alloy using kryptonite.
I am talking about ordinary alloy, which is garuanteed garuanteed in purity and homogenous material structure.
As one example, this alloy needs rest and cool down in a controlled environment.
The back-story why I am asking:
Anodizing shows impurities in the base material because the alumunium-oxide layer applied add refraction.
You will not see these impurities in the untreated material. Only after anodizing. I does not matter wether you use dye or not.
The problem: You will not find any hints about the purity/quality of any aluminium.
As one example EN-AW 6060 (Al 0.5Mg 0.5Si Fe) is very suitable for anodizing but can be produced good or bad in the foundry.
A german producer of aluminium front panels for High End audio told me, he once had a loss of 30% while anodizing the front panels because of badly produced aluminium.
Every third front panel had to be rashed. The aluminium was bought from a intermediary.
He overcame this problem by ordering 10 tons of aluminium directly from a foundry with tight definitions.
But I do not have those means and can only buy from an intermediary.
I even visited an aluminium fair this year to find one intermediary who sells high grade aluminium alloy but was not lucky.
You´ll have to be Apple or Sony to get some tons of well produced aluminium.
Within two years i put my spare time in designing my front panels - (no joke)
and of course I do not want to fail in the very last step, the anodizing process.
So i urgently look good base material to preclude a possible failure.
(BTW if the aluminium was simply painted, there would be no need of having good base material)
But maybe, in this great forum, there is somebody, producer of front panels / cabinets or DIYer deeply involved in aluminium production,
who could kindly help me in finding some well produced alloy? Or has some leftover aluminium plates?
I do not need much, at least 15 mm of thickness, about 500 x 500mm length of the aluminium plate (or 110 x 2000mm minimum as one alternative).
Thanks a lot for you help and hints,
Salar
I am not talking about some obscure alloy using kryptonite.
I am talking about ordinary alloy, which is garuanteed garuanteed in purity and homogenous material structure.
As one example, this alloy needs rest and cool down in a controlled environment.
The back-story why I am asking:
Anodizing shows impurities in the base material because the alumunium-oxide layer applied add refraction.
You will not see these impurities in the untreated material. Only after anodizing. I does not matter wether you use dye or not.
The problem: You will not find any hints about the purity/quality of any aluminium.
As one example EN-AW 6060 (Al 0.5Mg 0.5Si Fe) is very suitable for anodizing but can be produced good or bad in the foundry.
A german producer of aluminium front panels for High End audio told me, he once had a loss of 30% while anodizing the front panels because of badly produced aluminium.
Every third front panel had to be rashed. The aluminium was bought from a intermediary.
He overcame this problem by ordering 10 tons of aluminium directly from a foundry with tight definitions.
But I do not have those means and can only buy from an intermediary.
I even visited an aluminium fair this year to find one intermediary who sells high grade aluminium alloy but was not lucky.
You´ll have to be Apple or Sony to get some tons of well produced aluminium.
Within two years i put my spare time in designing my front panels - (no joke)
and of course I do not want to fail in the very last step, the anodizing process.
So i urgently look good base material to preclude a possible failure.
(BTW if the aluminium was simply painted, there would be no need of having good base material)
But maybe, in this great forum, there is somebody, producer of front panels / cabinets or DIYer deeply involved in aluminium production,
who could kindly help me in finding some well produced alloy? Or has some leftover aluminium plates?
I do not need much, at least 15 mm of thickness, about 500 x 500mm length of the aluminium plate (or 110 x 2000mm minimum as one alternative).
Thanks a lot for you help and hints,
Salar
Last edited:
Aluminum alloy "state of the art" has been the same for quite some time. 6063 architectural aluminum has better finish quality than 6061 but it's not as machinable. All processes have tolerances, maybe even bad hair days. The trick might be to get your material from a mill that wont ship product that fails chemical analysis.
Last edited:
Hello Jeff and Andrew,
thank you very much for your answer.
But which mill will ship about 5 kg of state of the art aluminium to a DIYer?
In general getting alloy like 6061-T6 is not the problem. Many traders to get small quantities from.
But getting this alloy carefully cast and wrought is the problem.
A manufacturer for enclosures for High-End audio gear told me, he had a 30% loss as long as he bought aluminium (6060, which is perfect) from intermediaries.
Finally, he ordered the aluminium directly from a foundry, and loss went down to 3%.
Another big problem:
You will see many flaws only after anodizing, not before, because of refraction of the anodized surface.
Flaws in the alloy like
Transverse Seam/Two Wax
contact corrosion
web marks
coarse grains
will become visible after the very last step!
Ironically, there are many other aluminim alloys which do meet very tight specifications because they need to withstand extreme conditions. But they are not suitable for decorative anodisation.
But there is nothing special about 6005 or 6060. So many manufacturers, not necessarily being top notch.
As I described before, companies specialized in milling and anodizing enclosures or any other decorative element of aluminium order from a foundry. Just watch Apples Unibody-Videos.
I can´t. So I hope to find somebode who answers: Yes, we had this assignment for a company in producing fault free aluminium and there are still some bars left...
thank you very much for your answer.
But which mill will ship about 5 kg of state of the art aluminium to a DIYer?
In general getting alloy like 6061-T6 is not the problem. Many traders to get small quantities from.
But getting this alloy carefully cast and wrought is the problem.
A manufacturer for enclosures for High-End audio gear told me, he had a 30% loss as long as he bought aluminium (6060, which is perfect) from intermediaries.
Finally, he ordered the aluminium directly from a foundry, and loss went down to 3%.
Another big problem:
You will see many flaws only after anodizing, not before, because of refraction of the anodized surface.
Flaws in the alloy like
Transverse Seam/Two Wax
contact corrosion
web marks
coarse grains
will become visible after the very last step!
Ironically, there are many other aluminim alloys which do meet very tight specifications because they need to withstand extreme conditions. But they are not suitable for decorative anodisation.
But there is nothing special about 6005 or 6060. So many manufacturers, not necessarily being top notch.
As I described before, companies specialized in milling and anodizing enclosures or any other decorative element of aluminium order from a foundry. Just watch Apples Unibody-Videos.
I can´t. So I hope to find somebode who answers: Yes, we had this assignment for a company in producing fault free aluminium and there are still some bars left...
Last edited:
Here in Pittsburgh I have no problems with aluminum that is anodized. I order it masked to avoid surface scratches. In the past when I get large quantities the mill makes it to order. Large quantities are only a few tons. (In steel two tons is a small order.)
Now the aluminum has not been stored improperly, which may be one problem. The other issue is to find an authorized distributor. My favorite local one buys from Alcoa directly. Others buy on the spot market and often have lower prices, but frequently higher and of course less quality control.
The issue of "Certificates of Fitness" is one you should ask about. It gives the batch, test results and history of storage.
So look for an authorized distributor who has the right paper work.
At my local place they have a room full of cut off short pieces that they sell at scrap pricing. You just walk in pick up what you want, they weigh it and the prices are very reasonable. I get heat sinks for pennies.
Now the aluminum has not been stored improperly, which may be one problem. The other issue is to find an authorized distributor. My favorite local one buys from Alcoa directly. Others buy on the spot market and often have lower prices, but frequently higher and of course less quality control.
The issue of "Certificates of Fitness" is one you should ask about. It gives the batch, test results and history of storage.
So look for an authorized distributor who has the right paper work.
At my local place they have a room full of cut off short pieces that they sell at scrap pricing. You just walk in pick up what you want, they weigh it and the prices are very reasonable. I get heat sinks for pennies.
I'm trying to remember what this is a called. But there are two "grades" of the same alloy supplied. One is regular mill stuff and has nothing special about the surface, usually imprinted with standard inked alloy marking, dull, grey.
The other is supplied with a smooth finish, and as Simon said it comes with a clear plastic covering. So far that stuff ends up being fine for anodizing assuming you have worked it properly and not messed it up by embedding nasty stuff in the surface, etc...
I found that surplus/scrap aluminum, if you can find the right physical shape or dimensions, tends to never anodize properly even after machining and surface finishing IF there has been the slightest corrosion, seemingly on the surface! All the little stuff pops right out! Odd how that works.
_-_-bear
The other is supplied with a smooth finish, and as Simon said it comes with a clear plastic covering. So far that stuff ends up being fine for anodizing assuming you have worked it properly and not messed it up by embedding nasty stuff in the surface, etc...
I found that surplus/scrap aluminum, if you can find the right physical shape or dimensions, tends to never anodize properly even after machining and surface finishing IF there has been the slightest corrosion, seemingly on the surface! All the little stuff pops right out! Odd how that works.
_-_-bear
Flaws in the alloy like
Transverse Seam/Two Wax
contact corrosion
web marks
coarse grains
will become visible after the very last step!
Sorry but your friend has been cheated by his supplier.
He has been sold *recycled* and reprocessed aluminum, which can have *anything* mixed in.
From junked motor blocks to beer cans , plus it often has iron filings, copper, whatever you pick by sitting in a junk bin, even sand grains.
Personally I use exactly that kind of recycled aluminum, because a reprocessor melts, rolls and sells me custom sized, no scrap sheets .... but I use painted panels.
When I chemically etch them for better paint grip, I see all kinds of ugly "chemical" blemishes, which in my case do not matter.
But a friend of mine who makes custom Studio equipment (think Neve modules and such), CNC mills his front panels and has them anodized.
He had the same problem you mention on the prototypes, but then the Anodizing guys told him: "go buy from Mr XXX who has the "good" aluminum" and he has never had any problem since.
Rich deep black lustrous anodizing.
By the way, black is the hardest colour to get right
No need for NASA specified aluminum, just get the real stuff from the best suppliers, through an official distributor, of course, who will sell you single sheets.
In Argentina we buy straight from Alcan, ALCOA or Kaiser Aluminum local branches, if you search for an European distributor you'll have no problem.
Definitely *none* of the problems you mention, specially if you buy "pure" aluminum (no exotic alloys) which is electrolytic, nothing else added, so it's truly homogeneous.
Hello guys!
So many replies, thanks a lot, this is encouraging!
Because panel thickness is about 20mm. No shop here in Europe specialized on DIYers mills more than 10mm. The guy who does the metalwork for me mills machine parts and produces winches for RC-gliders. He has his routines with suppliers providing aluminium for mechanical purposes.
This is what I am asking for. World wide. See next quote and answer.
Only one supplier offered this to me yet. But it is 5083. In a range given for decorative anodizing from 1 (very good) to 6 (not suitable) it is 4.
Another supplier wanted about €700 for the "paperwork", some extra cerificate of analytical study on already bought bars, made by a laboratory.
I guess they are called Alplan, milled on both sides. But I can be wrong, because Alplan is a registered brand
If I could order some tons, this posting would not be necessary. But with only one bar of let´s say 1000x1000x20mm, suppliers say goodbye.
And many are mentally lazy:
One supplier told me, 6060 was only avilable as extruded profiles and thin sheets. Wrong of course.
Another experience:
With one average, brushed, black, shiny front panel from Nakamichi in my hands, I went to a local anodizer.
The sales manager insisted the Nakamichi panel was painted, not anodized. I asked him three times to go to the laboratory to check.
17µm anodizing layer, as they found out.
It took six weeks to get a sample sheet from them instead of a promised one. More grey than black, not glossy and smooth but dull and rough.
They wanted to charge more than three times of the average payment for anodizing.
When I complained about this and asked for a rethinking the offer, I got an offended email from the senior how I could dare to compare offers.
With another local anodizer, I had a Deja Vu some weeks later:
Because they do not brush but sandblast only, I did show them my Macbook Pro as reference for the surface´final look.
The chief anodizer insisted the Macbook Pro´s body was completely made from plastic.
I have now good anodizing guys, but their Mr. XXX offerd me the 5083 mentioned.
Dear JMFahey, maybe your friend could order some bars for me as well?
No need to hurry, maybe this thread could help to find good 6060 in Europe.
So many replies, thanks a lot, this is encouraging!
Why don't you find a machine shop the also makes anodized products and simply order the panels machined and surface treated from them..??
Because panel thickness is about 20mm. No shop here in Europe specialized on DIYers mills more than 10mm. The guy who does the metalwork for me mills machine parts and produces winches for RC-gliders. He has his routines with suppliers providing aluminium for mechanical purposes.
No need for NASA specified aluminum, just get the real stuff from the best suppliers, through an official distributor, of course, who will sell you single sheets.
This is what I am asking for. World wide. See next quote and answer.
The issue of "Certificates of Fitness" is one you should ask about. It gives the batch, test results and history of storage.
So look for an authorized distributor who has the right paper work.
Only one supplier offered this to me yet. But it is 5083. In a range given for decorative anodizing from 1 (very good) to 6 (not suitable) it is 4.
Another supplier wanted about €700 for the "paperwork", some extra cerificate of analytical study on already bought bars, made by a laboratory.
I'm trying to remember what this is a called. But there are two "grades" of the same alloy supplied. One is regular mill stuff and has nothing special about the surface, usually imprinted with standard inked alloy marking, dull, grey.
I guess they are called Alplan, milled on both sides. But I can be wrong, because Alplan is a registered brand
If I could order some tons, this posting would not be necessary. But with only one bar of let´s say 1000x1000x20mm, suppliers say goodbye.
And many are mentally lazy:
One supplier told me, 6060 was only avilable as extruded profiles and thin sheets. Wrong of course.
Another experience:
With one average, brushed, black, shiny front panel from Nakamichi in my hands, I went to a local anodizer.
The sales manager insisted the Nakamichi panel was painted, not anodized. I asked him three times to go to the laboratory to check.
17µm anodizing layer, as they found out.
It took six weeks to get a sample sheet from them instead of a promised one. More grey than black, not glossy and smooth but dull and rough.
They wanted to charge more than three times of the average payment for anodizing.
When I complained about this and asked for a rethinking the offer, I got an offended email from the senior how I could dare to compare offers.
With another local anodizer, I had a Deja Vu some weeks later:
Because they do not brush but sandblast only, I did show them my Macbook Pro as reference for the surface´final look.
The chief anodizer insisted the Macbook Pro´s body was completely made from plastic.
I have now good anodizing guys, but their Mr. XXX offerd me the 5083 mentioned.
But a friend of mine who makes custom Studio equipment (think Neve modules and such), CNC mills his front panels and has them anodized.
He had the same problem you mention on the prototypes, but then the Anodizing guys told him: "go buy from Mr XXX who has the "good" aluminum" and he has never had any problem since.
Dear JMFahey, maybe your friend could order some bars for me as well?
No need to hurry, maybe this thread could help to find good 6060 in Europe.
Last edited:
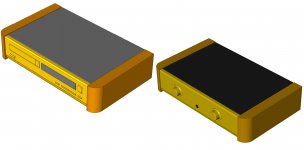
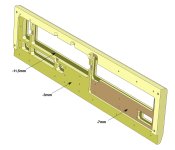
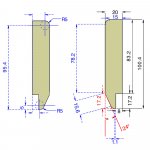
BTW, this is how it will look like. Drawing and CAD data are finished since march
Aluminium front panels and knobs, black opaque glass for the covers and wood for the side panels.
Images are overview of CD-Player and Amp, backview of the CD-player´s front panel and basic profile of both frontpanels
Aluminium front panels and knobs, black opaque glass for the covers and wood for the side panels.
Images are overview of CD-Player and Amp, backview of the CD-player´s front panel and basic profile of both frontpanels
Attachments
Last edited:
*Just* talked with my friend Ekuar.
He has been suffering *a lot* for exactly the same cause as you, broke his head against the same walls.
This is the rundown (later if needed I will answer from his shop, so he edits what I write) as I understood it:
1) the anodizers blame the aluminum, the suppliers blame the anodizer
2) from his hard earned experience, the main problem lies in the anodizers, who are used to "run of the mill jobs" and don't cater well to "special" orders.
3) surface: you will get what you supply.
Unless they do extra mechanical treatment, that is.
The one Ekuar uses does *nothing* mechanically, period (which is good).
If you want a mirror, chromed like surface, give him the part already polished that way and he'll respect it.
You supplied a shiny surface and it came back dull and rough to the touch?
Then they did *something* to it.
4) embedded wax? Yes, he found it.
Not often but you may be unlucky and get a bit in a bad place, he suggests milling ot at least brushing the surface.
5) what the good anodizer told him is: aluminum type doesn't matter much, layer thickness is paramount.
No matter what they tell you, most stop growing the porous surface (which will take pigment) at 5 µm, so you get a greyish black which does not cover well ; 17 µm is *thick* in his book but good because it takes a lot of pigment.
So basically these are the clues, follow them and you'll succeed.
Get a small piece of raw aluminum (why waste $$$ on CNC yet?) and polish it surface the way you want the final product, insist on having it anodized 3X the usual thickness and it should probably work as you wish.
No need for exotic alloys, so it widens your supply sources.
Shipping aluminum from Argentina, getting the parts back for anodizing and resending them to Germany would be prohibitive, try to solve it locally (or within the EU at least) .
At least you now have some working clues.
Good luck with your project.
He has been suffering *a lot* for exactly the same cause as you, broke his head against the same walls.
This is the rundown (later if needed I will answer from his shop, so he edits what I write) as I understood it:
1) the anodizers blame the aluminum, the suppliers blame the anodizer
2) from his hard earned experience, the main problem lies in the anodizers, who are used to "run of the mill jobs" and don't cater well to "special" orders.
3) surface: you will get what you supply.
Unless they do extra mechanical treatment, that is.
The one Ekuar uses does *nothing* mechanically, period (which is good).
If you want a mirror, chromed like surface, give him the part already polished that way and he'll respect it.
You supplied a shiny surface and it came back dull and rough to the touch?
Then they did *something* to it.
4) embedded wax? Yes, he found it.
Not often but you may be unlucky and get a bit in a bad place, he suggests milling ot at least brushing the surface.
5) what the good anodizer told him is: aluminum type doesn't matter much, layer thickness is paramount.
No matter what they tell you, most stop growing the porous surface (which will take pigment) at 5 µm, so you get a greyish black which does not cover well ; 17 µm is *thick* in his book but good because it takes a lot of pigment.
So basically these are the clues, follow them and you'll succeed.
Get a small piece of raw aluminum (why waste $$$ on CNC yet?) and polish it surface the way you want the final product, insist on having it anodized 3X the usual thickness and it should probably work as you wish.
No need for exotic alloys, so it widens your supply sources.
Shipping aluminum from Argentina, getting the parts back for anodizing and resending them to Germany would be prohibitive, try to solve it locally (or within the EU at least) .
At least you now have some working clues.
Good luck with your project.
Hello Jeff and Ekuar,
don´t get things wrong:
I have somebody to mill the parts
I can choose between 2 anodizing plants.
I only need best material.
I want the surface sandblasted, what the anodizer does.
Well it is not sand but very small balls of glass or metal.
It gives smoother surfaces.
I do not know the term in english, from german the literal translation would be "Pearled - by - glass"
Marantz uses this look. Or Denon. Or Apple. Or your external harddrive
It is easier than brushing, also easier for round surfaces.
I also want the Marantz or Denon color, called champagne.
In anodizing terms it is called EV2, a light , golden tone.
But i thought of having all parts polished by any means, (even though this work is lost) just to present the anodizer an even, scratchless surface
But again, this does not prevent from faulty base material.
Did Ekuar ever work with 5083? I was told, this is good for milling, also well produced, but not well suited for anodizing...
don´t get things wrong:
I have somebody to mill the parts
I can choose between 2 anodizing plants.
I only need best material.
I want the surface sandblasted, what the anodizer does.
Well it is not sand but very small balls of glass or metal.
It gives smoother surfaces.
I do not know the term in english, from german the literal translation would be "Pearled - by - glass"
Marantz uses this look. Or Denon. Or Apple. Or your external harddrive
It is easier than brushing, also easier for round surfaces.
I also want the Marantz or Denon color, called champagne.
In anodizing terms it is called EV2, a light , golden tone.
But i thought of having all parts polished by any means, (even though this work is lost) just to present the anodizer an even, scratchless surface
But again, this does not prevent from faulty base material.
Did Ekuar ever work with 5083? I was told, this is good for milling, also well produced, but not well suited for anodizing...
You have to look out, since bits of the "bead" material can get embedded in the aluminum surface and screw it up too...
Look online at McMaster-Carr website here in the USA, they supply metals, and ought to show the standard and better surface aluminum.
In the USA, afaik, "mill-finish" is how it comes out of the rolling or extruding line. Not a special "milled" finish at all.
_-_-
Look online at McMaster-Carr website here in the USA, they supply metals, and ought to show the standard and better surface aluminum.
In the USA, afaik, "mill-finish" is how it comes out of the rolling or extruding line. Not a special "milled" finish at all.
_-_-
Sometimes old stock NASA grade or aerospace grade aluminum stock comes up for sale on eBay. Consistency will be there, but probably not guaranteed on paper, as the NOS pieces they may have were probably bought at auction. More that it is guaranteed via the product code designation.
You pays your money and you takes your chances.
it may also be best to do your own anodizing, as it is not all that expensive to begin doing so.
You pays your money and you takes your chances.
it may also be best to do your own anodizing, as it is not all that expensive to begin doing so.
Thanks! But this Aluminiumm will not be suitable for anodizing, too much magnesium, titanium or silicium.
For glossy quality surfaces like we know from Denon, Marantz, Yamaha, etc. diy - anodizing is not a solution - except you are a friend of Walter White .
I.e for glossy surfaces, you need a mixture containing Sulfuric / Nitric - Acid...
For glossy quality surfaces like we know from Denon, Marantz, Yamaha, etc. diy - anodizing is not a solution - except you are a friend of Walter White .
I.e for glossy surfaces, you need a mixture containing Sulfuric / Nitric - Acid...
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Design & Build
- Parts
- Looking for State of the Art Aluminium Alloy