Hi guys,
I have been low profile of late on diyaudio.com but I have been busy building a chassis for an X Aleph project I am working on with a friend in Aust.
As always the box takes forever to make and I am still working on that. Bought a Makita Mitre saw and in process of building an overhead router table for finishing the alunium sheet stock.
For various reasons we decided to make the box square like the vintage Aleph. The idea was to make it more practical but I must say it was not very practical to make.
The amps will be about 100 watts (8 ohms), most of you know the drill, 16 IRF 240s, about 5.4 amps bias, 25 volt rails, 650 va toroidals that are oversize cores to reduce noise, 22,000uf / 22000uf +0.22R + 22,000uf/22,000uf + 0.22R + 22,000uf/22000uf/2000 50 volt per rail. Thats simulated for 17 millivolts ripple.
Ian
I have been low profile of late on diyaudio.com but I have been busy building a chassis for an X Aleph project I am working on with a friend in Aust.
As always the box takes forever to make and I am still working on that. Bought a Makita Mitre saw and in process of building an overhead router table for finishing the alunium sheet stock.
For various reasons we decided to make the box square like the vintage Aleph. The idea was to make it more practical but I must say it was not very practical to make.
The amps will be about 100 watts (8 ohms), most of you know the drill, 16 IRF 240s, about 5.4 amps bias, 25 volt rails, 650 va toroidals that are oversize cores to reduce noise, 22,000uf / 22000uf +0.22R + 22,000uf/22,000uf + 0.22R + 22,000uf/22000uf/2000 50 volt per rail. Thats simulated for 17 millivolts ripple.
Ian
Attachments



The way the boxes in quite simple.
I used 32mm 4mm aluminium angle in each corner and tapped two m4 bolts into the Conrad heatsinks. To attached the top and bottom I cut 20 x 12 mm bar stock and drilled and tapped into the blocks at the top and bottom of the L angles. I propose to drill and tap m4 bolts to hold on the Lid and M5 or 6 for the bottom since that is where all the weight is.
Fitting out the inside it going to be interesting and I plan to build up the power supply on the 5mm base plate and assemble a minoi sub chassis to support the filter capacitors and the main driver pcbs. That way I just need to lift the heatsinks onto the base plate and do the final wiring to the driver pcb.
More later.
Ian
I used 32mm 4mm aluminium angle in each corner and tapped two m4 bolts into the Conrad heatsinks. To attached the top and bottom I cut 20 x 12 mm bar stock and drilled and tapped into the blocks at the top and bottom of the L angles. I propose to drill and tap m4 bolts to hold on the Lid and M5 or 6 for the bottom since that is where all the weight is.
Fitting out the inside it going to be interesting and I plan to build up the power supply on the 5mm base plate and assemble a minoi sub chassis to support the filter capacitors and the main driver pcbs. That way I just need to lift the heatsinks onto the base plate and do the final wiring to the driver pcb.
More later.
Ian
Attachments


macka said:bubble agitator and a heater really makes a difference.
Absolutely.
Please keep the info on your diy router table coming, Mackaroni.
(errr, any chance of posting a drawing and the router type you're using ? )
Hi Jacco,
The problem I have with fabrication is buying sheet alumnium from the wholesaler that is chopped to size but not square or has rough edges.
I looked at the table saw but it is messy and I am not happy about the fillings going down into the saw motor.
If this works it will be a smoother finish than a saw cut. At the moment it is easier for me to get the wholesaler Capel Aluminium to sell me 1 square metre and they chop it up for a small fee.
If this table works we may adapt it for an overhead hand saw with an aluminium cutting blade. Mitre saws with a 300-400 mm travel are quite expensive. A good one with accurate movement is over AUD $900
The Router is American Porter Cable router, variable speed and we have bought a special down cut bit for aluminium.
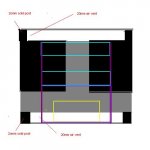
From the the image I posted its hard to explain how it works.
But the space between two bars represents the sled for the router cutter travel. Shown to the left is a guide rail that will track the postion of the router along the rails. There will be spring loaded clamps that will hold the bars flat against the work piece on a wooden table top with some end stops to enable milling a straight edge and a square plate. It will be able to mill a 6mm plate. A spray lubricant with a fine mist ensures the cutter does nto get clogged up.
All this will help take the chore out of fabricatinng a nice enclosure.
The problem I have with fabrication is buying sheet alumnium from the wholesaler that is chopped to size but not square or has rough edges.
I looked at the table saw but it is messy and I am not happy about the fillings going down into the saw motor.
If this works it will be a smoother finish than a saw cut. At the moment it is easier for me to get the wholesaler Capel Aluminium to sell me 1 square metre and they chop it up for a small fee.
If this table works we may adapt it for an overhead hand saw with an aluminium cutting blade. Mitre saws with a 300-400 mm travel are quite expensive. A good one with accurate movement is over AUD $900
The Router is American Porter Cable router, variable speed and we have bought a special down cut bit for aluminium.
From the the image I posted its hard to explain how it works.
But the space between two bars represents the sled for the router cutter travel. Shown to the left is a guide rail that will track the postion of the router along the rails. There will be spring loaded clamps that will hold the bars flat against the work piece on a wooden table top with some end stops to enable milling a straight edge and a square plate. It will be able to mill a 6mm plate. A spray lubricant with a fine mist ensures the cutter does nto get clogged up.
All this will help take the chore out of fabricatinng a nice enclosure.
The Router is American Porter Cable router, variable speed and we have bought a special down cut bit for aluminium
Macka-What rpm do you use for milling AL? As I recall, the minimum RPM setting on the PC's is around 9000 -- is that what you use to do the milling? Also, I was wondering about the router bit -- I have never seen one made especially for milling AL --some more info on that would be great!
Thanks,
JJ
About 700rpm - 1000rpm, but u need some cooling liquid ( nitro dilution ).
Well, those would be the speeds that I am familiar with when milling metal. As far as I know, there are no routers that go that low--intended for routing wood, the lowest rpm I have seen are about 7 to 9K rpm -- speeds you need to use when using large shaper bits.
I never really thought to try a router on aluminum because I thought the much higher speeds would cause, er, 'problems', mostly in the form of flying shards of metal.
JJ
Well, first things first! The RPM makes no sense if not mentioned with the size of the tool in question. It's like measuring speed in germanic feet per solunar eclipse ")
For aluminum you can go quite high on the cutting speed, which is measured in meters per minute usually in this end of the woods....or feet per minute in your end. you can easily go as high as 100 M/min on a router when lubricating the cut, which amounts to approx 2500RPM using a 12mm mill.
Here is the formula:
Cuttingspeed in meters per minute/tool diameter in millimeters*318.31 (which is 1000/Pi)
For lubrication candlewax is a great solution when a liquid is not an option. Just apply candlewax to the workpiece prior to cutting.
Magura
For aluminum you can go quite high on the cutting speed, which is measured in meters per minute usually in this end of the woods....or feet per minute in your end. you can easily go as high as 100 M/min on a router when lubricating the cut, which amounts to approx 2500RPM using a 12mm mill.
Here is the formula:
Cuttingspeed in meters per minute/tool diameter in millimeters*318.31 (which is 1000/Pi)
For lubrication candlewax is a great solution when a liquid is not an option. Just apply candlewax to the workpiece prior to cutting.
Magura
Magura said:For lubrication candlewax is a great solution when a liquid is not an option.
I use a 3-phase converter(or rpm controller) on a Scheppach table saw, but it does 10mm and more without any problems on full RPM. (2700RPM/12.5" blade, but it takes excessive amounts of pro cooling fluid)
Any people in Danmark who need lead plumping repairs should also ask Magura's hour rate.

For aluminum you can go quite high on the cutting speed, which is measured in meters per minute usually in this end of the woods....or feet per minute in your end. you can easily go as high as 100 M/min on a router when lubricating the cut, which amounts to approx 2500RPM using a 12mm mill
Yes, that has been my experience--the basic question I had came from the fact that I haven't been able to find any routers with less than 9000 RPM (or was it 7K?) -- no matter how you slice it -- that is still app. three times too fast what conventional wisdom tells us -- I am hoping to learn that you can router aluminum. It is an experiment I was unwilling to try.
I had no trouble cutting some 12.5 mm aluminum today, and the 1.5" tall fins attached to it, with a tablesaw and just a little WD-40 sprayed on the blade for lubrication. (It is a sawblade designed for cutting nonferrous metals.....)
JJ
No problem that you have 7000RPM on the spindle, just use a smaller mill.....
The CNC mill I'm usually using for machining aluminum has only 6000RPM on the spindle, so I usually see the problem the other way around, as I usually need smaller tools. Here the low RPM is the limitation.
Magura
The CNC mill I'm usually using for machining aluminum has only 6000RPM on the spindle, so I usually see the problem the other way around, as I usually need smaller tools. Here the low RPM is the limitation.
Magura


- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Amplifiers
- Pass Labs
- X Aleph Project Down Under