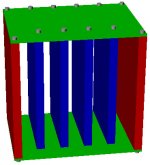

With a litte better spacing and the fins should look something like this... Every fin is 3mm wide and 50mm deep.. the heatsink is 300*150*60mm, and the front area is about 40dm2... What c/w could i expect from this? Will it be enoug if i use 2 of these heatsinks for one aleph2?
Attachments
I just wonder, would'nt you have to preheat the "mold" to a certain temp or having the aluminium at extreme temperatures?
I'm sorry to be a little off topic here, but how would you melt aluminium?
And if I remember well, when aluminium melts there was a problem with hyrdrogen having to be removed (and oxydes too) using some gas (was it chloride?)
I'm just curious because I had a similar idea not long ago.
I'm sorry to be a little off topic here, but how would you melt aluminium?
And if I remember well, when aluminium melts there was a problem with hyrdrogen having to be removed (and oxydes too) using some gas (was it chloride?)
I'm just curious because I had a similar idea not long ago.
Much easier to use a sand mold in place of the metal mold. You have to do all sorts of stuff to make sure the metal even fills the mold, much less solders/brazes itself to it, and clears it (draft and finish). Only problem with a sand mold here would be sand breaking inbetween the fins; a hardened mold (bake/no-bake) would fix that.
Tim
Tim
i know next to nothing about aluminum casting. but it seems to me you might want to consider slightly tapering the fins; first it helps prevent trapped air, and second it makes the mold easier to remove once it's cast.
good luck - i want to see how it turns out.
sch3matic did you ever have any luck with your sand cast heatsinks? if so i'd like to see pictures.")
/andrew
good luck - i want to see how it turns out.
sch3matic did you ever have any luck with your sand cast heatsinks? if so i'd like to see pictures.
/andrew
perhaps i just make a prototype with 2 fins just to see if the aluminium will fill out nice and how the surface turns out... it should be easy to remove the heatsink from the mold as you just can dissasemble it all
anyone here who is experienced with casting in steel dyes?
anyone here who is experienced with casting in steel dyes?
Your sand is too coarse. Sand molds get a bad rep for that, you just have to use fine sand to get a fine finish. 100 mesh or finer works wonders I hear.
My concern with the fins is that being a long, relatively unsupported section of sand, might break off, or stick in the pattern. Then again maybe my sand just sucks.
Faustain: No, I haven't tried this yet. Hard to find 1/8" plywood...especially when you're not looking! I might try molding an extruded heatsink for the pattern.
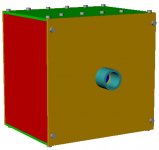
However, the chassis work:
Tim
My concern with the fins is that being a long, relatively unsupported section of sand, might break off, or stick in the pattern. Then again maybe my sand just sucks.
Faustain: No, I haven't tried this yet. Hard to find 1/8" plywood...especially when you're not looking!
I might try molding an extruded heatsink for the pattern.However, the chassis work:
An externally hosted image should be here but it was not working when we last tested it.
Tim
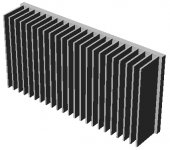
actually, a sand rugged surface has a larger surface compared to
the extruded heat sinks, but since extrudition has much higher prod. capacity it is used in industry.
I definiately think that you should preheat the moulding form if the fins are only 3mm and the steel plates 10 mm, otherwise the Al will cool down immediately upon contact and solidfy, thus preventing the form from being fully filled. Steel can easily take 600 -700 C if there is no forces acting upon it , since it is very soft at these temperatures.
Does Al shrink when it solidifies?
ps, if it doesnt work out, I have some heatsinks, quite large for sale. Billigt ! Saw your where svensk
ds, rod elliot has a useful spreadsheet on his webpage where you can calculate C/W from the size of the heatsink.
ts, I make a rough guestimate of 0,3 C/W.
Area = 0,4 m2
heat transfer coefficient 7 W/M2*C (average of radiation and convection)
Heat transfer = 0,4*7 = 2,8 W/ C = 0,35 C /W but I count low
/rickard
the extruded heat sinks, but since extrudition has much higher prod. capacity it is used in industry.
I definiately think that you should preheat the moulding form if the fins are only 3mm and the steel plates 10 mm, otherwise the Al will cool down immediately upon contact and solidfy, thus preventing the form from being fully filled. Steel can easily take 600 -700 C if there is no forces acting upon it , since it is very soft at these temperatures.
Does Al shrink when it solidifies?
ps, if it doesnt work out, I have some heatsinks, quite large for sale. Billigt ! Saw your where svensk
ds, rod elliot has a useful spreadsheet on his webpage where you can calculate C/W from the size of the heatsink.
ts, I make a rough guestimate of 0,3 C/W.
Area = 0,4 m2
heat transfer coefficient 7 W/M2*C (average of radiation and convection)
Heat transfer = 0,4*7 = 2,8 W/ C = 0,35 C /W but I count low
/rickard
rikkitikkitavi said:Does Al shrink when it solidifies?
About 102%, 3/16" per foot (12").
Re: your sig, it's lightning and thunder outside, I'm gonna go check out a window before long
Tim
WTF? Tonnes of it! Perhaps the most popular is http://www.backyardmetalcasting.com, I'm on the forum. Check the links too.
There's not really anything to it. What are you missin'?
About machining, I hear plate and extrusion alloy can be gummy, but that stuff is annealed (T0 condition) when cast, dead soft. It's designed to be ran through a rolling mill (work hardening it). The best stuff is 356 alloy or so, it's made for casting. Machines nice.
Tim
There's not really anything to it. What are you missin'?
About machining, I hear plate and extrusion alloy can be gummy, but that stuff is annealed (T0 condition) when cast, dead soft. It's designed to be ran through a rolling mill (work hardening it). The best stuff is 356 alloy or so, it's made for casting. Machines nice.
Tim
http://frugalmachinist.com/ap.html
That looks damn nice. Was cast at home and machined back. I think there is a lot of hope for casting your own one piece chassis and machining them down nice. I personally thought cast aluminium would have to be high pressure injection moulded to be of any structural integrity.
-Mike
That looks damn nice. Was cast at home and machined back. I think there is a lot of hope for casting your own one piece chassis and machining them down nice. I personally thought cast aluminium would have to be high pressure injection moulded to be of any structural integrity.
-Mike

{kind=link}
Casting Aluminum in a Steel mold
My best advice having tried that for some prototype loudspeaker baskets is don't do it. Molten aluminum and steel will always form a very porous casting. Not what you want. Fine Sand Casting will do a decent job. The deeper you go the more you will have to use baked cores to hold their shape. The best is to do it as a lost wax casting. It will take your finger print if you want. And there is no limit on how fine you can cast something. I have had aluminum pour through 1/32nd of an inch with a big enough head on it. Fuel for the fire guys.
Mark
My best advice having tried that for some prototype loudspeaker baskets is don't do it. Molten aluminum and steel will always form a very porous casting. Not what you want. Fine Sand Casting will do a decent job. The deeper you go the more you will have to use baked cores to hold their shape. The best is to do it as a lost wax casting. It will take your finger print if you want. And there is no limit on how fine you can cast something. I have had aluminum pour through 1/32nd of an inch with a big enough head on it. Fuel for the fire guys.
Mark
lost foam casting
I have decided to go for lost foam casting like this:
http://www.ray-vin.com/casting/lostfoam/lostfoam.shtml
http://www.sfsa.org/tutorials/panel/float_07.htm
Have anyone tried this? What coating is used for lost wax casting? It should work good for foam.
It should be pretty easy to cut out a heatsink profile with a hotwire saw. I think about writing "Aleph II" in the heatsink also
I have decided to go for lost foam casting like this:
http://www.ray-vin.com/casting/lostfoam/lostfoam.shtml
http://www.sfsa.org/tutorials/panel/float_07.htm
Have anyone tried this? What coating is used for lost wax casting? It should work good for foam.
It should be pretty easy to cut out a heatsink profile with a hotwire saw. I think about writing "Aleph II" in the heatsink also
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Design & Build
- Parts
- Heatsink die-casting