I'm making these, using rear mounted Focal drivers.
Hi Mark,
Very nice work there!
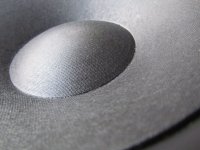
OK brace yourselves for driver porn. Audiotechnology 10" with sandwich cone arrive.
Box ornaments, these will be all the rage eventually just you see.

Nicely packaged and very heavy for a 10". I knew something was up when the 8 drivers arrived on a small pallet.

And holy... look at the motor on that. Besides the AT 10" is a Peerless XLS10 and it looks puny which is no mean feat because the XLS10 is a well built and beefy driver.

Can't get over how large the motor is. This shows the nice venting of the VC gap and pole piece.

Close up of the sandwich cone.

And a shot from the side to finish things off.

Box ornaments, these will be all the rage eventually just you see.
Nicely packaged and very heavy for a 10". I knew something was up when the 8 drivers arrived on a small pallet.
And holy... look at the motor on that. Besides the AT 10" is a Peerless XLS10 and it looks puny which is no mean feat because the XLS10 is a well built and beefy driver.
Can't get over how large the motor is. This shows the nice venting of the VC gap and pole piece.
Close up of the sandwich cone.
And a shot from the side to finish things off.
Attachments





Neither have I but from the video's I've seen of both SolidCAM and MasterCAM it does seem very intuitive to have both the CAM and CAD side combined. Because Solidworks can be based around parametric parts, should you change one of these parts then the tool paths auto update too. Things like that for example.
The integration and rapid updating does seem to be a useful feature. Also there may be better support for the constructs created by the CAD package. For instance, SheetCAM doesn't (or the version I have doesn't) support splines, so you need to convert to polyline before bringing those types of curves into the CAM package. For the amount of (different) jobs I do, ~£100 and a bit of extra time vs. ££££££ is OK. For commercial work, I suppose a better package may pay for itself over some months.
I couldn't advise on other CAM packages though. Suggest taking a look at the CNCZone forum for some ideas (you'll find me on there too).
OK brace yourselves for driver porn. Audiotechnology 10" with sandwich cone arrive.
Gee thanks, now I have to leave work to go home and change my undies.

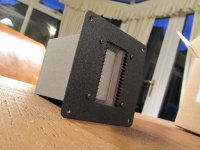


Carrying on with the drivers - Some photo's of the RAAL 70-20XR:
Ant. Go out for a beer tonight mate. I'll be over later with a white van and a crowbar.

Banned
Joined 2002
OMG, i think i made a mess....
ok, thanks for the comments Shin, i'll shoot you an email tomorrow about the model, 3DS is going to be the easiest, i have access to Maya 8 unlimited, but i'll probably knock up a rough in sketchup to start and 3ds will go in both. i'm buggered after that haha.
ok well i've got the SS already and since i'm starting with a 2 way i might need the bass extension and since this is actually my first speaker build with plenty other builds under the belt; its probably best to just get my feet wet before i order the AT.
after seeing those pics i think its unlikely i wont, they are an exercise in engineering and overkill; 2 of my favourite things and if they sound half as good as they look i'll be happy.
ok, thanks for the comments Shin, i'll shoot you an email tomorrow about the model, 3DS is going to be the easiest, i have access to Maya 8 unlimited, but i'll probably knock up a rough in sketchup to start and 3ds will go in both. i'm buggered after that haha.
ok well i've got the SS already and since i'm starting with a 2 way i might need the bass extension and since this is actually my first speaker build with plenty other builds under the belt; its probably best to just get my feet wet before i order the AT.
after seeing those pics i think its unlikely i wont, they are an exercise in engineering and overkill; 2 of my favourite things and if they sound half as good as they look i'll be happy.
For cam, you might look at visual mill. It's about $1k for a 3 axis basic version. They have some sort of connection with solid works: VisualMILL for SolidWorks: 3D CAD CAM Software
Your baffle looks somewhat similar to some stand parts I recently made on my router. Cutting parts like this is a lot of fun. The only trick is if the parts are tall, you need to make sure you have enough z clearance for a long bit and that your spindle has low enough runout to be able to run a long bit. I have some 6" long endmills but am afraid to run them in my router. I've got a 3 phase 5hp water cooled spindle that I need to get mounted and try them in though.
Your baffle looks somewhat similar to some stand parts I recently made on my router. Cutting parts like this is a lot of fun. The only trick is if the parts are tall, you need to make sure you have enough z clearance for a long bit and that your spindle has low enough runout to be able to run a long bit. I have some 6" long endmills but am afraid to run them in my router. I've got a 3 phase 5hp water cooled spindle that I need to get mounted and try them in though.
Attachments



For cam, you might look at visual mill. It's about $1k for a 3 axis basic version. They have some sort of connection with solid works: VisualMILL for SolidWorks: 3D CAD CAM Software
That looks ideal and much closer to budget than either MasterCAM or SolidCAM.
I'll have to find out about UK pricing on Visualmill but I can tell you that earlier today I rang up a UK SolidCAM dealer and for the entry level xpress, which will do all I need and more, its £1095 with basic support and £1695 with full 2 days training and 1 year unlimited online support afterwards. That's a lot of money and its very hard to justify at this early stage.
The dealer was very vague on the legality of second hand copies sold on ebay and yes there would be zero support but he did mention that training is still available which hinted to me that the used copies can be legal. Basically there are varying levels of pricing for something they call a seat(a license) some pricing options give ownership of the software on a usage only basis and other lower priced options are based on a yearly subscription which when expired are no longer entitled to use the software. Depending on this then the software may or may not be legal. The problem is its hard to tell what type of seat the original software owner had or if they're being honest about it. A minefield if I ever saw one.
MasterCAM was a similar story but the pricing on that for the latest X6 version is ridiculously expensive for my needs and yes I could buy a second cnc for that money.
Your baffle looks somewhat similar to some stand parts I recently made on my router. Cutting parts like this is a lot of fun. The only trick is if the parts are tall, you need to make sure you have enough z clearance for a long bit and that your spindle has low enough runout to be able to run a long bit. I have some 6" long endmills but am afraid to run them in my router. I've got a 3 phase 5hp water cooled spindle that I need to get mounted and try them in though.
Nice work on the speaker stands.
The machine has 200mm of z travel and the maximum part depth I plan to machine is 84mm. Obviously I'll need a cutter length of slightly more than that and then factor the collet depth and work piece clearance. Its do-able but sometimes I wonder if I should have taken the 300mm option but the price keeps on going up...
Well, if you ever run out of z travel it's usually pretty straight forward to build your own and bolt it on. Some mic-6 plate, drill some holes in it, get some THK rails surplus from ebay and a ball screw and thrust bearing block and you're good to go for a few hundred dollars. You could likely use your current router to cut the aluminum plate as well.
If you go to cnczone and search in the diy router section, there are a lot of discussions of cheaper cam packages. It's a pretty frequent topic. Vetric, OneCnc, Sprutcam, dolphin cam and bobcam are some others that come to mind. I'd definitely recommend getting demos of any package you are thinking about buying to see how you like it. I tried a few before I settled on visual mill. Vetric makes some packages that are very popular on cnczone with hobbyists, but it would not quite do what I wanted to with cutting 3d shapes.
If you go to cnczone and search in the diy router section, there are a lot of discussions of cheaper cam packages. It's a pretty frequent topic. Vetric, OneCnc, Sprutcam, dolphin cam and bobcam are some others that come to mind. I'd definitely recommend getting demos of any package you are thinking about buying to see how you like it. I tried a few before I settled on visual mill. Vetric makes some packages that are very popular on cnczone with hobbyists, but it would not quite do what I wanted to with cutting 3d shapes.
I've got a 3 phase 5hp water cooled spindle that I need to get mounted and try them in though.
Now that, for me, is porn
Porter Cable router in the existing setup? Yea, I'd be wary of 6" long bits in that. Run an 892 myself.
The machine has 200mm of z travel and the maximum part depth I plan to machine is 84mm. Obviously I'll need a cutter length of slightly more than that and then factor the collet depth and work piece clearance. Its do-able but sometimes I wonder if I should have taken the 300mm option but the price keeps on going up...
And the cost of the tools gets very high too. I have spiral ball nose bits, but generally only <=1/4". In the UK it's slightly easier to get metric bits, but routers generally only do 1/4", 1/2" and 8mm.
Remember that you may get away with a shorter bit if you can always guarantee clearance when cutting (the router or collet won't clip other parts when cutting). I.e. you could cut a 100mm deep landscape model with a 25mm long endmill, if the gradients were always shallow enough to ensure clearance.
I have recently discovered SuperPID: www.SuperPID.com - Super-PID Closed-loop Router Speed Controller, which may be of interest to CNC guys. I note some Bosch routers claim constant speed control, which I guess may be using the same sort of tech. The issue with the routers is they're designed to give power at max rpm. At slower rpms they just voltage chop, which reduces the torque so badly you risk stalling them. Unless you're prepared to set up 3 phase and drop $$$ on a VFD and spindle.
How noisy are those spindles you can get on ebay?
The biggest problem with my small DIY router is the cheapy router SCREAMS. It's insanely loud, and it takes me 4 hours to machine a fancy 3D baffle. But it is the only one with a 44mm collar, which makes it easy to bolt in.
I have found that 130mm travel is enough for anything I want to do - but you end up designing your parts to suit your travel. I can only cut 600x700ish single setup (but can move long parts through). So I designed my side panels to fit the table and broke them up with styling gaps.
That spindle speed controller looks very interesting, thanks Sploo. Running slower would help with the noise issue.
Movie of my Router cutting the tweeter speaker baffle here (TURN YOUR SPEAKERS DOWN!!):
http://dl.dropbox.com/u/1372034/Router speaker baffle.3gp
The biggest problem with my small DIY router is the cheapy router SCREAMS. It's insanely loud, and it takes me 4 hours to machine a fancy 3D baffle. But it is the only one with a 44mm collar, which makes it easy to bolt in.
I have found that 130mm travel is enough for anything I want to do - but you end up designing your parts to suit your travel. I can only cut 600x700ish single setup (but can move long parts through). So I designed my side panels to fit the table and broke them up with styling gaps.
That spindle speed controller looks very interesting, thanks Sploo. Running slower would help with the noise issue.
Movie of my Router cutting the tweeter speaker baffle here (TURN YOUR SPEAKERS DOWN!!):
http://dl.dropbox.com/u/1372034/Router speaker baffle.3gp
Last edited:
How noisy are those spindles you can get on ebay?
The biggest problem with my small DIY router is the cheapy router SCREAMS. It's insanely loud, and it takes me 4 hours to machine a fancy 3D baffle. But it is the only one with a 44mm collar, which makes it easy to bolt in...
Can't comment on ebay spindles (I expect there are many). In general, I understand a good spindle can be run at a much lower rpm, due to being controlled by a Variable Frequency Drive (VFD) and supplied with 3 phase power. I'm not an electronics/electrics guy, but a mate who is explained to me that dropping the frequency of a standard single phase supply to a router would just burn out the motor - hence the router speed controllers chop the AC wave, but lose torque as a result. The spindles maintain good torque at those low speeds, and are thus much quieter & don't stall.
From the figures I hear from the guys running industrial CNC set ups, the DIY guys (like me) are running way too high rpm and way too low feed rates. The problem is that an aluminium machine won't handle high linear speeds, but you can't lower your rpm to compensate as your router will stall. You'll find spindles are often lower hp, because it's about torque not rpm (hp rises linearly with rpm, given constant torque).
I get decent results at ~17,000rpm with a 2.25hp Porter Cable 892, cutting at 120ipm (2 inches/sec) with a 1/4" carbide upcut spiral bit with 1/4" Depth Of Cut (DOC) in MDF. I'll lower the DOC for larger bits or harder material.
I recall talking to a guy who was doing 3/4" DOC at ~7 inches/sec with a 1/2" diameter bit in MDF. 7hp spindle
.I'm cutting at 500mm to 4000mm per minute.
I take reasonably small cuts as my router is belt drive for X and Y, 3mm depth max. About half what you are doing, but my router is cobbled together.
One issue I have is I can't run slowly that well due to the ebay stepper card starting to pulse - remember with belt drive my steppers are not geared down like a leadscrew. So I stay fast.
Anyway, it WORKS, and it cost me bugger all as I scrounged all the parts. Noise is the only real issue.
I can't think in inches....120 ipm is 3000mm/min....isn't the UK metric?
I take reasonably small cuts as my router is belt drive for X and Y, 3mm depth max. About half what you are doing, but my router is cobbled together.
One issue I have is I can't run slowly that well due to the ebay stepper card starting to pulse - remember with belt drive my steppers are not geared down like a leadscrew. So I stay fast.
Anyway, it WORKS, and it cost me bugger all as I scrounged all the parts. Noise is the only real issue.
I can't think in inches....120 ipm is 3000mm/min....isn't the UK metric?
I'm cutting at 500mm to 4000mm per minute.
I take reasonably small cuts as my router is belt drive for X and Y, 3mm depth max. About half what you are doing, but my router is cobbled together.
One issue I have is I can't run slowly that well due to the ebay stepper card starting to pulse - remember with belt drive my steppers are not geared down like a leadscrew. So I stay fast.
Anyway, it WORKS, and it cost me bugger all as I scrounged all the parts. Noise is the only real issue.
I can't think in inches....120 ipm is 3000mm/min....isn't the UK metric?
Having a distinct "I've hijacked Ant's thread" feeling
. Perhaps we should start a "CNC for loudspeaker building" thread.Yes, 120ipm is 3000mm/min. UK is schizophrenic, depending on your age. We drive in miles, fill the car in litres, buy beer in pints, milk in litres & inflate tyres in psi. My machine is from the US, so while I work in metric, a lot of my original understanding of the machine comes in imperial. My cutting bits are 6.35mm and 12.7mm and 3.175mm and 2.38125mm, and MDF is 19.05mm thick (3/4") etc. etc. Gets a bit tedious.
Yea, steppers do cause issues. I'm running servos, but they're much more pricey. If I built a machine myself, I'd probably go with chunky steppers and maybe rack and pinion drives for the X & Y to make an 8x4' (2.4x1.2m) machine. Just lacking the space, or the time, or the cash
buy beer in pints
"Could I have 568ml of your finest ale!" Doesn't have the same ring about it does it.
Having a distinct "I've hijacked Ant's thread" feeling
Nah no way. Its very interesting and great as a beginner.
I have some questions but I'm a little afraid they're too dumb to ask.
I have some questions but I'm a little afraid they're too dumb to ask.
There are no dumb questions. Only dumb answers... grasshopper. etc.
Fire away. I had loads of "well how on Earth is that gonna work?" questions when I started CNC. Plus the fact that experience is usually accompanied by a loud noise, smoke, and big bill...
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Loudspeakers
- Multi-Way
- Apollo Construction Diary