Any comments on these? Anybody here try them?
http://www.vt4c.com/shop/program/main.php?cat_id=14&group_id=8&hit_cat=
Would something from Home Depot work just as well?
http://www.vt4c.com/shop/program/main.php?cat_id=14&group_id=8&hit_cat=
Would something from Home Depot work just as well?
This is what I use:
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=96275
I only use these step drills in aluminum. They make a lot of chip. Be prepared for it. I haven't tried anything thicker than 1/8" aluminum, and I've never tried a steel chassis. With these things in mind, they've served me well all the way up to 1 7/32" holes for big octal sockets. I've been told that quality Greenlee chassis punches will do a better job, but I'm not willing to shell out the coin.
I'd imagine the hole drills you linked would make less mess, but make sure you buy the right sizes you need for the job. I'd like to have appropriate sizes for two kinds of octal sockets, noval sockets, transformer lead holes, power switches, and speaker binding post holes.
They really do make smooth looking holes. I've never had a problem getting them to land where I wanted them. You can use the next size step to de-burr the size you just drilled. Just lightly touch the hole with the next bigger step on the bit. Flip the chassis over and de-burr the other side too - it makes a nice smooth hole which won't nick wire insulation. Maybe the particular alloy of aluminum helps make clean holes?

http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=96275
I only use these step drills in aluminum. They make a lot of chip. Be prepared for it. I haven't tried anything thicker than 1/8" aluminum, and I've never tried a steel chassis. With these things in mind, they've served me well all the way up to 1 7/32" holes for big octal sockets. I've been told that quality Greenlee chassis punches will do a better job, but I'm not willing to shell out the coin.
I'd imagine the hole drills you linked would make less mess, but make sure you buy the right sizes you need for the job. I'd like to have appropriate sizes for two kinds of octal sockets, noval sockets, transformer lead holes, power switches, and speaker binding post holes.
They really do make smooth looking holes. I've never had a problem getting them to land where I wanted them. You can use the next size step to de-burr the size you just drilled. Just lightly touch the hole with the next bigger step on the bit. Flip the chassis over and de-burr the other side too - it makes a nice smooth hole which won't nick wire insulation. Maybe the particular alloy of aluminum helps make clean holes?

I'm drilling into 5mm aluminum. I want to use what ever will give the best chance for success the first time around, as the plate is a part of a very expensive chassis and cannot be replaced easily!
I'm building a 12B4 /OD3 preamp.
I'm building a 12B4 /OD3 preamp.
An externally hosted image should be here but it was not working when we last tested it.
TubeMack said:I want to use what ever will give the best chance for success the first time around
Get some scrap 5mm aluminum plate, and practice first. Make sure that the "first time around" is the second time.
")
I use cheapo ACE hardware hole-saws on my Black and Decker drill to make holes in the Steel chassis's from Hammond. If I avoided doing what everybody seems convinced is unworkable I'd never get anything done. I don't use any lube or anything, just drill the guide hole, slap on the saw, put in some ear plugs and have at it full blast. If I need it secured I use my knee. Funny thing is, the holes are good enough and the only wear on the saw is stripped paint and minor dulling. I drilled all my holes this way in my last two projects with the same saw and its still going. Any roughness on the hole is covered up by the socket.
That being said, when I owned punches they did a much better job. But price wise, the greenlee punches are too much.
That being said, when I owned punches they did a much better job. But price wise, the greenlee punches are too much.
The Harbor Fright punches will NOT go through 5mm aluminum. I managed to drive them through 3mm, but it took a 15 inch ratchet handle and a lot of swearing. The hole was serviceable, but had four obvious bite marks where the punch went through.
The other bad thing about the HF punches is that they are not sized appropriately for tube sockets. The little one is too small for anything, and the big one is too big. The second smallest might pass for noval sockets, but is a hair large. The second largest just barely fits an octal socket, but you have no room for error.
The other bad thing about the HF punches is that they are not sized appropriately for tube sockets. The little one is too small for anything, and the big one is too big. The second smallest might pass for noval sockets, but is a hair large. The second largest just barely fits an octal socket, but you have no room for error.
Wandering thread.
The VT4C hole saw thingies are a bust. The problem is that the teeth aren't quite even, so one tooth ends up doing all the cutting, and gets clogged up with schwarf. I lubed them with cutting oil; I've since heard of cutting wax, which may ameliorate this problem somewhat, but clearing that one tooth of chips will still be laborious and time consuming. I think that maybe a carbide holesaw would be a better solution. I use modified spade bits to do de do in .125" (~3mm) aluminum, but I don't recommend it generally; it takes considerable experience and skill, it's a dangerous cut.
I have no direct experience, but I don't think a punch, Greenlee or otherwise, is going to deal with 5mm (that's over 3/16") metal of any kind, unless it's lead.
In the best web tradion, torrence recommends 'super cheap hole drills from Harbor Freight', but neglects to link to these. I would be interested to see; but still think a high quality carbide holesaw the mutha for ya.
Aloha,
Poinz
AudioTropic
The VT4C hole saw thingies are a bust. The problem is that the teeth aren't quite even, so one tooth ends up doing all the cutting, and gets clogged up with schwarf. I lubed them with cutting oil; I've since heard of cutting wax, which may ameliorate this problem somewhat, but clearing that one tooth of chips will still be laborious and time consuming. I think that maybe a carbide holesaw would be a better solution. I use modified spade bits to do de do in .125" (~3mm) aluminum, but I don't recommend it generally; it takes considerable experience and skill, it's a dangerous cut.
I have no direct experience, but I don't think a punch, Greenlee or otherwise, is going to deal with 5mm (that's over 3/16") metal of any kind, unless it's lead.
In the best web tradion, torrence recommends 'super cheap hole drills from Harbor Freight', but neglects to link to these. I would be interested to see; but still think a high quality carbide holesaw the mutha for ya.
Aloha,
Poinz
AudioTropic
Aluminum is very soft/forgiving, so many wood bits should
work fine in aluminum as well. If you have a drill press, I think step
drills are the way to go as you can clean up the hole with the next
size up. Finding a step drill for larger sockets can be expensive, though,
which is why I went with a hole saw.
You absolutely need to practice and make sure the final hole actually
fits the socket you want, particularly if you are under-mounting. For
lubricant, I just use WD-40 and it works great. The big trick is to avoid
heating the aluminum too much, as it turns gummy when hot and you
end up with an extruded mess on the back side which takes significant
clean up grinding. I learned this the hard way.
Go to your local hardware store, find some aluminum plate, and start
drilling until you get a hole you like. Don't even try to drill through your
fancy plate on the first try.
work fine in aluminum as well. If you have a drill press, I think step
drills are the way to go as you can clean up the hole with the next
size up. Finding a step drill for larger sockets can be expensive, though,
which is why I went with a hole saw.
You absolutely need to practice and make sure the final hole actually
fits the socket you want, particularly if you are under-mounting. For
lubricant, I just use WD-40 and it works great. The big trick is to avoid
heating the aluminum too much, as it turns gummy when hot and you
end up with an extruded mess on the back side which takes significant
clean up grinding. I learned this the hard way.
Go to your local hardware store, find some aluminum plate, and start
drilling until you get a hole you like. Don't even try to drill through your
fancy plate on the first try.

Heh, I honestly didn't even know Harbor Freight had a web site (but why wouldn't they?).
I used these hole saws but I will be the first to admit they won't hold up to heavy use. These are not for the perfectionist or tool junkie, but work fine for a few dozen holes.
I used these hole saws but I will be the first to admit they won't hold up to heavy use. These are not for the perfectionist or tool junkie, but work fine for a few dozen holes.
I linked the inexpensive Harbor Freight step bits in the post immediately following torrence's. Here's the link again if you missed it:
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=96275
I'll vouch they work in 3mm aluminum. Half inch holes are a dawdle. If you want to make 1 7/32" holes, you'll need something to clamp the work piece, or a small press stand, or preferably both. I used the press stand and held the aluminum plate with gloved hands. If I had to drill 5mm aluminum, I'd try these before I went with a punch. I'd still be happier if I had a scrap piece to test first. You might have to drill from both sides - I'm not sure the steps are more than 5mm tall.
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=96275
I'll vouch they work in 3mm aluminum. Half inch holes are a dawdle. If you want to make 1 7/32" holes, you'll need something to clamp the work piece, or a small press stand, or preferably both. I used the press stand and held the aluminum plate with gloved hands. If I had to drill 5mm aluminum, I'd try these before I went with a punch. I'd still be happier if I had a scrap piece to test first. You might have to drill from both sides - I'm not sure the steps are more than 5mm tall.

{kind=link}
Sounds like punches are out for 5mm plate! I was having a hard time getting my head around how that punch was going to cleanly get through 5mm..... Oh well
Saws
I'm taking a guess that the stepped bit is easier to control than a hole saw? I'm thinking things could go wrong FAST with the hole saw!
But!
would the steps be deep enough? i'm imaging the nest step past where I need to be bearing down on the plate as the last step just breaks through?
BTW, I'll be buying a drill press. I've needed on for 20 years
As for a machine shop, I'm not wanting to do a CAD work up, and i'm afraid some guy having a bad day will scratch my pre finished plate!
Saws
I'm taking a guess that the stepped bit is easier to control than a hole saw? I'm thinking things could go wrong FAST with the hole saw!
But!
would the steps be deep enough? i'm imaging the nest step past where I need to be bearing down on the plate as the last step just breaks through?
BTW, I'll be buying a drill press. I've needed on for 20 years
As for a machine shop, I'm not wanting to do a CAD work up, and i'm afraid some guy having a bad day will scratch my pre finished plate!
torrence said:
I used these hole saws but I will be the first to admit they won't hold up to heavy use. These are not for the perfectionist or tool junkie, but work fine for a few dozen holes.
It was exactly what I wrote about in my post #2. Probably if to use a steel rod in the center instead of a drill bit it may be more usable for aluminum, but with a drill bit the hole is wider and wider, wider and wider...
I drilled all of the bigger holes in this 1/8" plate with cheap hole saws on a drill press. Liberal amounts of 50W oil were used and the cutter was lifted often to clear the teeth. The oil keeps the aluminum cool enough so the chips stay separated and don't clog the teeth at all as long as you go slowly. They all come out perfectly.
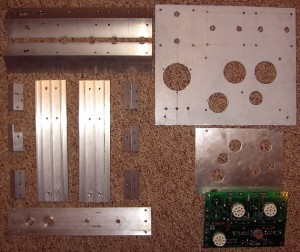
Because of how the teeth are bent in and out on the saw, the hole comes out a tad larger than the spec'ed hole. It can be done by hand, but the guide bit inevitably hogs-out its hole and the saw wanders. I have done it many times by hand on steel computer chassis when adding fans. For those I used the good hole saws and I didn't care too much if the holes weren't perfect. Somehow those saws stay sharp even after cutting dozens of holes through mild steel.
Because of how the teeth are bent in and out on the saw, the hole comes out a tad larger than the spec'ed hole. It can be done by hand, but the guide bit inevitably hogs-out its hole and the saw wanders. I have done it many times by hand on steel computer chassis when adding fans. For those I used the good hole saws and I didn't care too much if the holes weren't perfect. Somehow those saws stay sharp even after cutting dozens of holes through mild steel.
- Status
- This old topic is closed. If you want to reopen this topic, contact a moderator using the "Report Post" button.
- Home
- Design & Build
- Equipment & Tools
- Hole drills