Had a crack at making a VEE. The pivot pin was easy I used a 2.5mm cobalt drill and ground it at 60deg on the lathe. with a 0.5mm radius. The VEE was not so easy. I will have to grind a special cutter to cut the VEE.
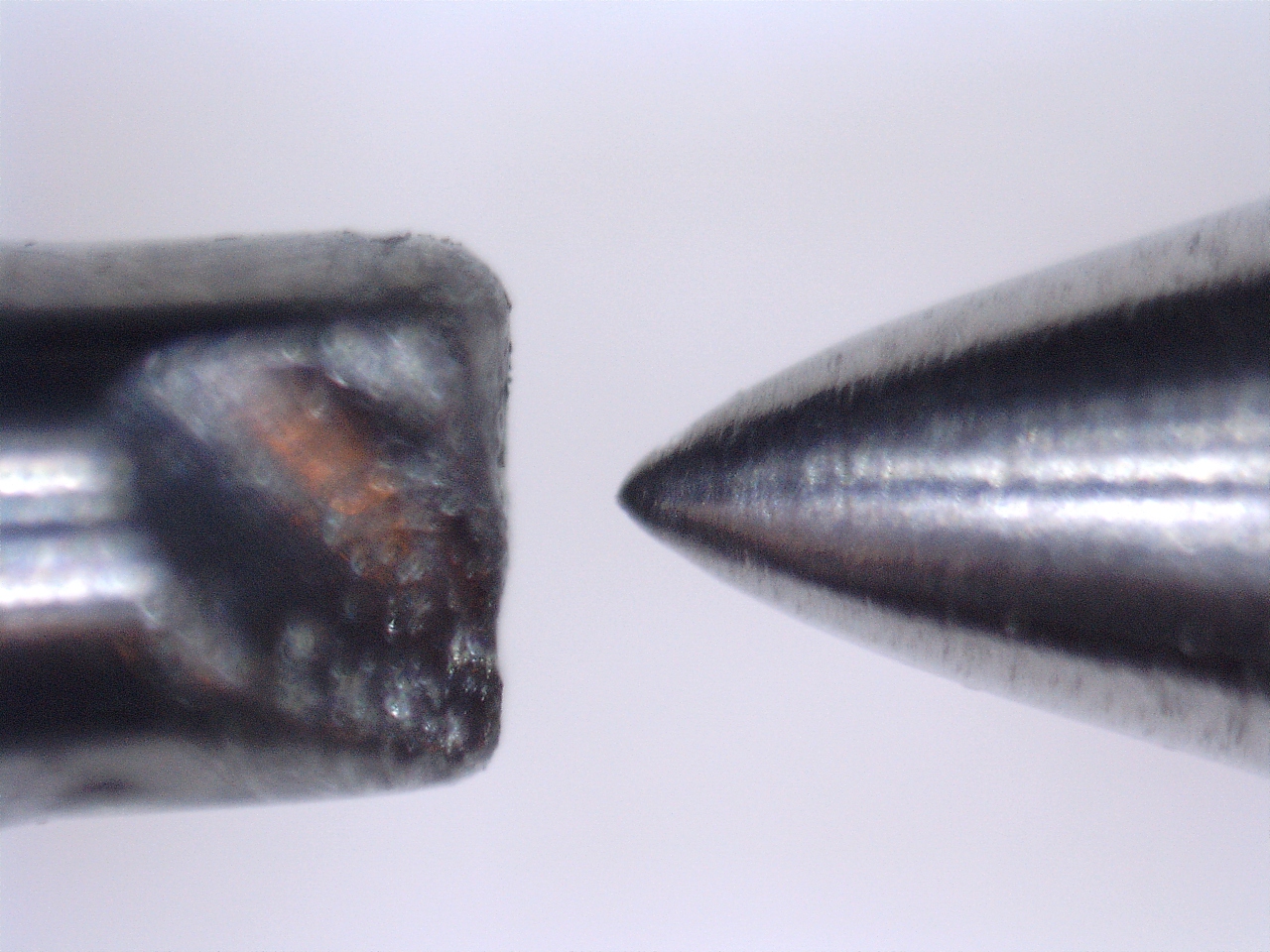
The pic is 1/4 stainless I cut the VEE in the pin is the 2.5mm drill with a 1mm drill to check radius.
The pic is 1/4 stainless I cut the VEE in the pin is the 2.5mm drill with a 1mm drill to check radius.
Attachments

Hi Warrjon,
When I made my steel pivots I gave them a radius of 0.125mm. I used a 0.25mm drill as a visual reference in exactly the same way you have. I used harden steel 0.8mm sewing pins. Prym brand are high quality with a nice symmetrical point that makes accurately rounding them relatively easy. A 0.5mm radius is rather on the large size for this application.
To make the vees I cut the shank of a 6mm cobalt drill at 45°. I rounded the tip to a radius of 0.25mm using a 0.5mm drill as a reference. I used this as a punch to cold forge the vee in the end of a stainless steel M3 grub screws. I polished the vee using polishing paste on a sharpened matchstick in a dremel. The act of cold forging will work harden the surface of the stainless steel.
The steel vees and pivots resulted in a massive reduction in friction compared to the very high quality boca hybrid ballrace bearings I had been using previously, reducing it to about half. The effect on sound quality was not subtle either. This was in part due to the lower friction resulting in lower tracking errors. I believe that the elimination of bearing chatter played a bigger role with the improvement in mechanical grounding being the main reason for the improvement.
The move to the more exotic materials definitely wrought even greater improvements. The steel pivots and vees probably cost less to make than the bocas did to buy. The jeweled and carbide bearings cost considerably more.
If you want to make your own vees I would recommend cold forging. You only have to shape the punch once rather than having to shape each vee individually. Convex shapes are much easier to make than concave.
Niffy
When I made my steel pivots I gave them a radius of 0.125mm. I used a 0.25mm drill as a visual reference in exactly the same way you have. I used harden steel 0.8mm sewing pins. Prym brand are high quality with a nice symmetrical point that makes accurately rounding them relatively easy. A 0.5mm radius is rather on the large size for this application.
To make the vees I cut the shank of a 6mm cobalt drill at 45°. I rounded the tip to a radius of 0.25mm using a 0.5mm drill as a reference. I used this as a punch to cold forge the vee in the end of a stainless steel M3 grub screws. I polished the vee using polishing paste on a sharpened matchstick in a dremel. The act of cold forging will work harden the surface of the stainless steel.
The steel vees and pivots resulted in a massive reduction in friction compared to the very high quality boca hybrid ballrace bearings I had been using previously, reducing it to about half. The effect on sound quality was not subtle either. This was in part due to the lower friction resulting in lower tracking errors. I believe that the elimination of bearing chatter played a bigger role with the improvement in mechanical grounding being the main reason for the improvement.
The move to the more exotic materials definitely wrought even greater improvements. The steel pivots and vees probably cost less to make than the bocas did to buy. The jeweled and carbide bearings cost considerably more.
If you want to make your own vees I would recommend cold forging. You only have to shape the punch once rather than having to shape each vee individually. Convex shapes are much easier to make than concave.
Niffy
Hi Warrjon,
When I made my steel pivots I gave them a radius of 0.125mm. I used a 0.25mm drill as a visual reference in exactly the same way you have. I used harden steel 0.8mm sewing pins. Prym brand are high quality with a nice symmetrical point that makes accurately rounding them relatively easy. A 0.5mm radius is rather on the large size for this application.
To make the vees I cut the shank of a 6mm cobalt drill at 45°. I rounded the tip to a radius of 0.25mm using a 0.5mm drill as a reference. I used this as a punch to cold forge the vee in the end of a stainless steel M3 grub screws. I polished the vee using polishing paste on a sharpened matchstick in a dremel. The act of cold forging will work harden the surface of the stainless steel.
The steel vees and pivots resulted in a massive reduction in friction compared to the very high quality boca hybrid ballrace bearings I had been using previously, reducing it to about half. The effect on sound quality was not subtle either. This was in part due to the lower friction resulting in lower tracking errors. I believe that the elimination of bearing chatter played a bigger role with the improvement in mechanical grounding being the main reason for the improvement.
The move to the more exotic materials definitely wrought even greater improvements. The steel pivots and vees probably cost less to make than the bocas did to buy. The jeweled and carbide bearings cost considerably more.
If you want to make your own vees I would recommend cold forging. You only have to shape the punch once rather than having to shape each vee individually. Convex shapes are much easier to make than concave.
Niffy
If someone would call you a "nerd" in the future, please axcept the comment
in the most possible positive way. I'm just loving this level of commitment.
There is (from a Swedish comedy) a saying that says, "there are no shortcuts
to the the perfect sound" and I belive you might have heard that one

Hi Niffy,
I didn't explain that very well. The pivot pin with 0.5mm radius (actually about 0.35-0.40 measured with a micrometer) was used to make the VEE. I used valve grinding paste to grind the VEE in a 6.35mm stainless shaft, unsuccessfully I might add.
I hadn't thought about cold forging. I'll regrind the drill and give it a go, I have some M3 grub screws. If I could buy the correct VEE's that would be easy, but getting them especially here in Aus is not easy.
I've spent the day making the a new top pate 10mm longer and machining the rail.
I didn't explain that very well. The pivot pin with 0.5mm radius (actually about 0.35-0.40 measured with a micrometer) was used to make the VEE. I used valve grinding paste to grind the VEE in a 6.35mm stainless shaft, unsuccessfully I might add.
I hadn't thought about cold forging. I'll regrind the drill and give it a go, I have some M3 grub screws. If I could buy the correct VEE's that would be easy, but getting them especially here in Aus is not easy.
I've spent the day making the a new top pate 10mm longer and machining the rail.
Beautiful work work Warren. Made on your big lathe+collets? great. On mine i have to turn to measure and grind the tip without ever dismantling the piece, and results are far rougher than needed. Anyhow if you're working at a rounded tip around 0.5 consider that pen tip balls are the same diameter, but turning on a nice seat, lubricated for free. Jewels have to be much smaller, to achieve much less friction.
Niffy, what you have done seems almost unbelievable today, if all the watches up to the beginning of the twentieth century weren't here to prove otherwise.
Quote the cold forging for vees (or grinding our own D shape tool for turning) if one can to make a good carburizing hardening + lapping after.
carlo
how do you measure such small roundness? by projection?
Niffy, what you have done seems almost unbelievable today, if all the watches up to the beginning of the twentieth century weren't here to prove otherwise.
Quote the cold forging for vees (or grinding our own D shape tool for turning) if one can to make a good carburizing hardening + lapping after.
carlo
how do you measure such small roundness? by projection?
Last edited:
My biggest problem is my old eyes. I remember 25 years ago when I could read the part numbers on IC's I need 15x lenses to see the 0.5mm radius accurately these days....
Collets are ER32 held in a collet block in a 4 jaw chuck, not pretty but it works. The 4 jaw is 10" and will not hold small stock. Even the 3 jaw 8" is limited to 3mm OD stock.
I used an air die grinder tied to a bit of steel angle with hose clamps to hold it in the tool holder. The grinding wheel was a Dremel cutting disk. Set the compound to 60deg and grind away.
I was thinking about the forging of the VEE. An old bolt could be used, drill and tap M3 in one end with the hole all the way through large enough for the drill. Hold it in the vice with a bit of steel underneath. Screw the M3 into the bottom and insert the modified drill in the hole and wack it with a hammer. this should keep everything lined up so the VEE is centred in the screw.
.
Collets are ER32 held in a collet block in a 4 jaw chuck, not pretty but it works. The 4 jaw is 10" and will not hold small stock. Even the 3 jaw 8" is limited to 3mm OD stock.
I used an air die grinder tied to a bit of steel angle with hose clamps to hold it in the tool holder. The grinding wheel was a Dremel cutting disk. Set the compound to 60deg and grind away.
I was thinking about the forging of the VEE. An old bolt could be used, drill and tap M3 in one end with the hole all the way through large enough for the drill. Hold it in the vice with a bit of steel underneath. Screw the M3 into the bottom and insert the modified drill in the hole and wack it with a hammer. this should keep everything lined up so the VEE is centred in the screw.
.
Hi Warrjon,
To centre the vee in the bolt I just used a centre drill to make a tiny pit in the end of a flat ended grub screw. I tapped a hole through a piece of metal plate from my scraps bin and placed this on my mini anvil. I screwed the grub screw in until the end was just below the surface of the metal. The metal plate is important to prevent the thread of the grub screw from being distorted. The pit aligned the punch with the centre of the grub. The only slightly tricky bit was making sure that the punch remained vertical and that the hammer blow was true. I punched vees into a whole pack of 10 grub screws with the intention of using the best 4. I could have used 9 of them. Your idea of having a guide for the punch built into the block of metal should help though I think adding a pit in the end of the grub will further help accuracy.
Niffy
To centre the vee in the bolt I just used a centre drill to make a tiny pit in the end of a flat ended grub screw. I tapped a hole through a piece of metal plate from my scraps bin and placed this on my mini anvil. I screwed the grub screw in until the end was just below the surface of the metal. The metal plate is important to prevent the thread of the grub screw from being distorted. The pit aligned the punch with the centre of the grub. The only slightly tricky bit was making sure that the punch remained vertical and that the hammer blow was true. I punched vees into a whole pack of 10 grub screws with the intention of using the best 4. I could have used 9 of them. Your idea of having a guide for the punch built into the block of metal should help though I think adding a pit in the end of the grub will further help accuracy.
Niffy
The problem is souring the VEE jewel. I have not been successful. True Point could offer S222 with radius of 0.08-0.1 which I thought I was too small they did not have S24 jewel with 0.5 radius. I emailed Swiss Jewel and never heard back.
Been thinking about to make VEE's, brass (the easily obtainable) I do not think is going to be hard enough. So thoughts went to O1 tool steel it's machinable and can be quenched hardened. Drill ends, the bit that goes in the chuck is not hardened and could possibly be used for the VEE, then hardened. Carbide inserts have the tip radius specified in the part number I have inserts with tip radius of 0.4mm to machine the VEE.
If all else fails back to ceramic ball race bearings.....
Im planning to use these s222 jewels,why do you think they will be too small? is it the durability you worry about?
.
Got another reply for the vee's.
good morning, pleased to receive your quick reply. For this type jewel bearings, sample order is 1000pcs, if you accept, we will send drawing to engineer to offer exact price. thanks..
Hi Warrjon,
A radius of 0.1mm should be OK if you don't make the pivot smaller than 0.075mm radius. Also make the pivot out of steel rather than carbide.
Even if can't find suitable jewels I would definitely recommend trying to make your own vees out of any suitable material. My home made bearings made the ceramic hybrid bearings sound dirty in comparison.
Niffy
A radius of 0.1mm should be OK if you don't make the pivot smaller than 0.075mm radius. Also make the pivot out of steel rather than carbide.
Even if can't find suitable jewels I would definitely recommend trying to make your own vees out of any suitable material. My home made bearings made the ceramic hybrid bearings sound dirty in comparison.
Niffy
I was reading information from Bird Precision see below. A pivot radius of 0.13mm (0.005") would make the vee radius 0.39mm. The Aussie $ is not good ATM so I don't want to spend $300+ on something that might not be robust enough for the task.
From Bird Precision document
"For small radius points (.0008/.002”), a weight of 50
grams or more can potentially put a flat on your pivot
point, so if weights exceeding 50 grams are needed
then the radius points of the pivot must be increased.
(perhaps .005/.007” typical) depending on weight
The best frictional result is when the ratio of vee
radius and shaft radius is 3:1."
.
From Bird Precision document
"For small radius points (.0008/.002”), a weight of 50
grams or more can potentially put a flat on your pivot
point, so if weights exceeding 50 grams are needed
then the radius points of the pivot must be increased.
(perhaps .005/.007” typical) depending on weight
The best frictional result is when the ratio of vee
radius and shaft radius is 3:1."
.
Attachments
Last edited:
Hi Warrjon,
A very interesting article, a bit ambiguous in parts with an annoying habit of mixing measurement units and using nonstandard units of force.
Basically it's saying that if you have a 0.15mm radius cup with a 0.05mm pivot (3:1 ratio) the absolute maximum load would be 50g (0.5N). If the pivot radius is increased to 0.08mm (2:1 ratio) the maximum load increases to half a kilo (5N). I was suggesting that with a 0.1mm radius cup the use of a 0.075mm pivot. This is a much tighter ratio and should result in a higher maximum load again. The tighter ratio will result in greater friction but with the bonus of greater robustness. (My bearings have a 2:1 ratio but are also larger so will have a higher maximum load rating.)
In our application we are using 4 bearings with the load being distributed between them. With a 50-60gram carriage and normal handling we will still have a healthy safety margin.
Niffy
A very interesting article, a bit ambiguous in parts with an annoying habit of mixing measurement units and using nonstandard units of force.
Basically it's saying that if you have a 0.15mm radius cup with a 0.05mm pivot (3:1 ratio) the absolute maximum load would be 50g (0.5N). If the pivot radius is increased to 0.08mm (2:1 ratio) the maximum load increases to half a kilo (5N). I was suggesting that with a 0.1mm radius cup the use of a 0.075mm pivot. This is a much tighter ratio and should result in a higher maximum load again. The tighter ratio will result in greater friction but with the bonus of greater robustness. (My bearings have a 2:1 ratio but are also larger so will have a higher maximum load rating.)
In our application we are using 4 bearings with the load being distributed between them. With a 50-60gram carriage and normal handling we will still have a healthy safety margin.
Niffy
...sample order is 1000pcs...
Very interesting the Bird Precision brochure, thanks: beyond the strange draws with the pivot angle larger than the Vee ("proper end play"), for me is interesting the advice of the glass vees for horizontal bearings, due smoother finish. Seems convincing.
So why not to try to build them from chemical lab pyrex rods?
https://www.amazon.com/s?k=glass+ro...+rod,aps,268&ref=nb_sb_ss_organic-pltr-v2_8_9
Those glass rods are easily cut with a triangular file, and melts at quite low temp: a conical diamond tip to drill the vee, and a propane torch for smoothing. Or directly heating it up to softening and forging with a purpose made tip -
It's beginning to seem fun, ...a long term fun.
carlo
Very interesting the Bird Precision brochure, thanks: beyond the strange draws with the pivot angle larger than the Vee ("proper end play"), for me is interesting the advice of the glass vees for horizontal bearings, due smoother finish. Seems convincing.
So why not to try to build them from chemical lab pyrex rods?
https://www.amazon.com/s?k=glass+ro...+rod,aps,268&ref=nb_sb_ss_organic-pltr-v2_8_9
Those glass rods are easily cut with a triangular file, and melts at quite low temp: a conical diamond tip to drill the vee, and a propane torch for smoothing. Or directly heating it up to softening and forging with a purpose made tip -
It's beginning to seem fun, ...a long term fun.
carlo
Last edited:
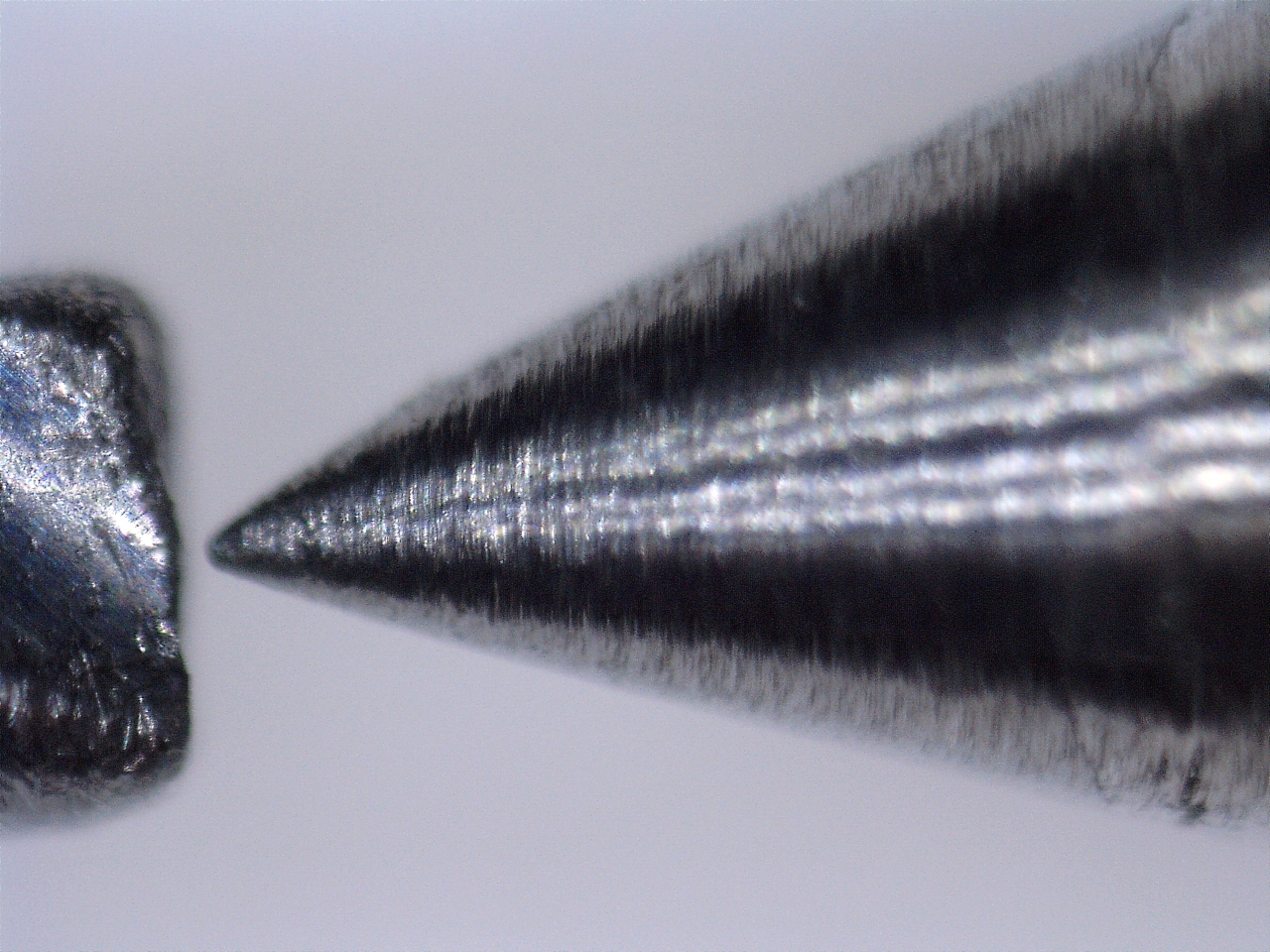
Did a quick trial on the lathe with a dremel for grinding and came up with this:
It's a 1mm broken tungsten drill with a second one on the left for reference.
I went over it fairly quickly with some 2500 wet paper as well, so I haven't polished it that much. I will try to figure out a more robust solution than the dremel.
It's a 1mm broken tungsten drill with a second one on the left for reference.
I went over it fairly quickly with some 2500 wet paper as well, so I haven't polished it that much. I will try to figure out a more robust solution than the dremel.
Cylindrical grinding you want to turn the bar being ground slowly (say 80rpm) and the wheel speed will depend on grinding disc diameter, but 3000rpm with a 150mm diameter wheel would be the minimum even faster if the wheel is smaller.
Might be an opportunity to make a tool post grinder. If using the Dremel do the bearing modification to better seat the bearings.
Might be an opportunity to make a tool post grinder. If using the Dremel do the bearing modification to better seat the bearings.
- Home
- Source & Line
- Analogue Source
- DIY linear tonearm